En el post de hoy hablaremos de los materiales más utilizados en la fabricación del cuerpo de las mascarillas —higiénicas, quirúrgicas y FFP2— y en los tejidos sanitarios, los tejidos no tejidos spunlace, spunbond y meltblown. Posteriormente explicaremos brevemente las características de estos tejidos sin tejer y finalmente expondremos nuestras soluciones para la adquisición o producción de material (bobinas de material, gomas elásticas, twist-band, clip-band y líneas de extrusión de spunbond y meltblown).
Contenidos
- 1 Materiales que componen el cuerpo de las mascarillas higiénicas, quirúrgicas y autofiltrantes FFP2
- 2 Propiedades de los tejido no tejido spunlace, spunbond y meltblown
- 3 ¿Comprar bobinas de spunbond y meltbown o producirlas?
- 4 Gomas elásticas de sujeción para mascarillas
- 5 Twist band y clip band, pinza nasal para mascarillas
- 6 Cola termofusible para mascarillas quirúrgicas, productos médicos e higiénicos
Materiales que componen el cuerpo de las mascarillas higiénicas, quirúrgicas y autofiltrantes FFP2
Material para el cuerpo de la mascarilla higiénica
Según la Especificación UNE 0064-1:
«La mascarilla higiénica confeccionada con cinco capas de los siguientes tejidos da presunción de conformidad con los requisitos de esta especificación:
- 2 capas de tejidos no tejido spunbond de 40 g/m2; 100% Polipropileno hidrófobo que constituyen la parte exterior de la mascarilla;
- 2 capas de tejidos no tejido spunlace de 44 g/m2; 80% Poliéster/20% viscosa que constituye la parte media de la mascarilla;
- 1 capa de tejidos no tejido spunbond de 20 g/m2; 100% Polipropileno hidrófobo que constituyen la parte interior de la mascarilla;
NOTA En el siguiente enlace se pueden consultar los detalles de los ensayos realizados sobre esta combinación: https://www.mincotur.gob.es/es-es/COVID-19/GuiaFabricacionEPIs/9_MASCARILLA_DESARROLLADA. No obstante, otros materiales o combinaciones de estos serían admisibles siempre que se verifique a través de ensayos que cumplen los requisitos dados en esta especificación (véase capítulo 4).»
Material para el cuerpo de la mascarilla quirúrgica
Como nos dice el Ministerio de Industria y Comercio en Proceso de fabricación habitual de mascarillas quirúrgicas como Producto Sanitario (PS), suelen fabricarse con Tejido No-Tejido (TNT o non-woven) convencional de 50-60 g/m2 o espesor de 0,3-0,5 mm. Nos recomiendan utilizar tejidos habituales, como el TNT 50% viscosa 50% poliéster, para no tener que realizar ensayos de biocompatibilidad con la piel humana.
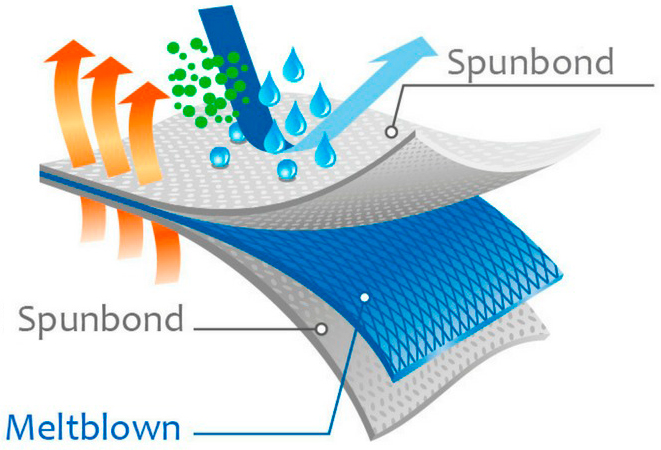
La mayoría de las mascarillas quirúrgicas están formadas por tres capas de tejido no tejido. La capa exterior hace de barrera a partículas grandes líquidas y sólidas, la capa intermedia de barrera bacteriológica y vírica, y la capa interna absorbe la humedad y nos protege la piel al ser hipoalergénica. El trilaminado spunbond-meltblown-spunbond (tejido sin tejer SMS) sería un ejemplo.

Material para el cuerpo de la mascarilla FFP2
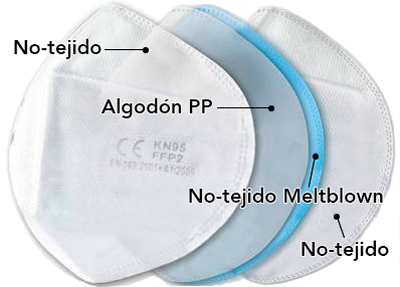
Las mascarillas FFP2/KN95 pueden estar hechas de 4 o 5 capas. En una mascarilla típica de 4 capas encontraríamos los siguientes materiales desde la más superficial a la más interna:
- Tejido no tejido spunbond: absorbe el polvo, los olores y partículas nocivas.
- Algodón PP: tejido no tejido elástico con adsorción electrostática, efectiva a prueba de polvo.
- Tejido no tejido meltblown: actua de filtro al ser capaz de filtrar partículas ≥ 0,3 micras.
- Tejido no tejido spunbond: capa hipoalergénica agradable al tacto.
Propiedades de los tejido no tejido spunlace, spunbond y meltblown
Spunlace
El spunlace es un tejido no tejido creado al enredar una tela de fibras sueltas por medio de múltiples filas de chorros de agua a alta presión que perforan el tejido y enredan sus fibras. El hecho de entrelazar dos tejidos en diferente dirección le confiere su propiedad isótropa, lo que le permite la misma resistencia en cualquier dirección. Es un material resistente con alta absorción.
Spunbond
El spunbond más común se hace de polipropileno (PP), pero puede realizarse con otras materiales como terephthalate de polietileno (PET), poliamida (PA), polietileno (PE) o ácido polilactico (PLA). Destaca por su alta resistencia a la tracción y agresiones biológicas, por no generar pelusa, por ser hipoalergénico, antiestático, por su baja flamabilidad y por poder ser hidrofóbico o hidrofílico según su fabricación.
Meltblown
Las fibras de meltblown pueden alcanzar una finura de 1 a 2 micras, lo que las convierte en las fibras más pequeñas que se pueden lograr con cualquier proceso de no tejidos en la producción industrializada. Esta característica junto su apilación mediante uniones porosas tridimensionales le da a este material excelentes propiedades de barrera bacteriana y filtración.
Combinaciones spundbond-meltblown (SMS, SSMS, SMMS, SSMMS)
La unión de estos tejidos no tejidos entre sí pueden dar diferentes combinaciones como los tejidos SMS, SSMS, SMMS, SSMMS donde se suman sus propiedades. El SMS es un tejido no tejido trilaminar formado a partir de la unión de 2 capas exteriores de spunbond con una capa interna de meltblown (Spunbond-Meltblown-Spunbond, de ahí el acrónimo SMS).
La combinación de estos dos materiales, hacen de los tejidos no-tejidos SMS una barrera microbiana donde la tela es capaz de bloquear los gérmenes patógenos de los fluidos por su propiedad hidrofóbicas. Tienen una gran eficiencia de filtración, resistencia al desgarramiento y capacidad de elongación, excelente transpiración, totalmente antiestático, estabilizador UV, buenas propiedades mecánicas, buena opacidad, excelente resistencia al paso de líquidos y tacto suave.
¿Comprar bobinas de spunbond y meltbown o producirlas?
En la primera ola del covid-19, la adquisición de meltblown en España fue un auténtico problema. Disponíamos de fabricantes nacionales de spunlace y spunbond, pero no de meltblown, que debía importarse sobre todo de China y Turquía. El cierre de fronteras y la alta demanda convirtió el meltblown en un bien escaso de difícil acceso y muy alto precio. Afortunadamente la abertura de fronteras y el aumento de productores de meltblown a nivel mundial han hecho posible que la adquisición de meltblown sea más fácil.
Para ayudar en la adquisición de meltblown y spunbond para mascarillas o tejidos sanitarios, podemos ofrecer tanto bobinas de material ya fabricado como extrusoras y líneas completas de extrusión de tejido no tejido spundbond (Máquinas extrusoras de tela spunbond polipropileno (PP)) y meltblown (Máquinas extrusoras para fabricar tela meltblown nonwoven) adaptadas a las necesidades de cada cliente. Nuestras soluciones de extrusión abarcan desde pequeñas extrusoras de spunbond-meltblown-spundbond (SMS) con una producción de 16 kg/h y un ancho máximo de 260 mm (Extrusora de Spunbond-Meltblown-Spunbond para mascarillas), hasta líneas completas de extrusión industrial de meltblown, spundbond o cualquier combinación de estos materiales (SMS, SSMS, SMMS, SSMMS).

Gomas elásticas de sujeción para mascarillas
En la fabricación automática de mascarillas autofiltrantes (FFP1, FFP2, FFP3), quirúrgicas o higiénicas, suelen utilizarse gomas elásticas hipoalergénicas de poliéster o nylon. En nuestro post Gomas, clip band y twist band para mascarillas os informamos ampliamente de nuestras gomas con sistema antinudos para un uso continuo sin parones en máquina.

Twist band y clip band, pinza nasal para mascarillas
En las mascarillas autofiltrantes se suele utilizar el clip-band, sistema de cierre de polipropileno reforzado con 2 alambres en los extremos. En las mascarillas quirúrgicas e higiénicas se suele utilizar la tira twist o twist-band, sistema de cierre de polipropileno reforzado con 1 alambres en el centro. En nuestro post Gomas, clip band y twist band para mascarillas os informamos ampliamente de nuestros twist-bands y clip-bands con un bobinado perfecto en paralelo o cruzado para garantizar el funcionamiento continuo y perfecto de las máquinas.

Cola termofusible para mascarillas quirúrgicas, productos médicos e higiénicos
Algunos fabricantes substituyen la soldadura ultrasónica por soldadura con cola termofusible, también llamada hot melt. Nuestra representada Savaré, con su producto Safemelt® E60WF, es líder mundial de cola termofusible para la fijación de bandas elásticas, tanto en mascarillas quirúrgicas como en puños de ropa médica. Una solución lista para usar que cumple todas las normativas para la producción de mascarillas quirúrgicas y productos médicos e higiénicos de tejido no tejido.

Para más información sobre material para mascarillas o tejido no tejido sanitario, dejadnos un comentario o escribidnos a info@fabiodanze.com.
MAQUINARIA: Extrusión blown y cast | Laminación | Confección Bolsas | Impresión | Equipos auxiliares | Maquinaria de ocasión | Packaging | Silos | Cortadoras – Rebobinadoras | Resmadoras de papel y plástico | Cortadora empalmadora de tubos | Husillos y camisas | Recuperación de solventes | Dosificadoras ensacado | Cabezales extrusión
MATERIALES: Espumas de PP | Films técnicos en polietileno | Films siliconados | Films protectivos | Films complejos | Films de laminación | Films para Sleeve | Film termoformado | Film stretch | Granza | Complejos laminación aluminio | Tubos / Mandriles de plástico PVC – PP – PE
Carrer de la Cisa, 22 baixos – 08338 Premià de Dalt (Barcelona) Tel.: 937 529 011 – info@fabiodanze.com – www.fdtecsl.com