Hoy os hablaremos de dos máquinas para la fabricación automática de bolsas doypack (también llamadas bolsas pouch, bolsas stand up o bolsas verticales) con o sin cierre zipp, la Velos 601SP de nuestra representada Vishva Exim Pvt. Ltd. y la MGA-TSC-500-3 de nuestra representada Ming Jilee.
Primero explicaremos brevemente que son los envases doypack y posteriormente las características de las máquinas.
¿Qué es una bolsa o envase doypack?

Las bolsas doypack son bolsas termosellable con fuelles laterales planos y fuelle de fondo curvado que permiten mantener la bolsa en vertical sobre sí misma una vez está llena (de aquí el nombre de bolsas verticales).
Tienen su origen en 1968 al ser diseñadas por Louis Doyen. Las bolsas pouch son un envase perfecto para envasar todo tipo de productos gracias a su resistencia y capacidad de conservación.
Permiten una comunicación de 360º de imagen / texto y una impresión a todo color. Por otro lado, las bolsas verticales se laminan y permiten seleccionar cualquier acabado sea mate o brillo lo que ayuda a conservar los productos durante mas tiempo. Además, el fuelle inferior nos permite poner dosis más elevadas sin hacer un gran envase.
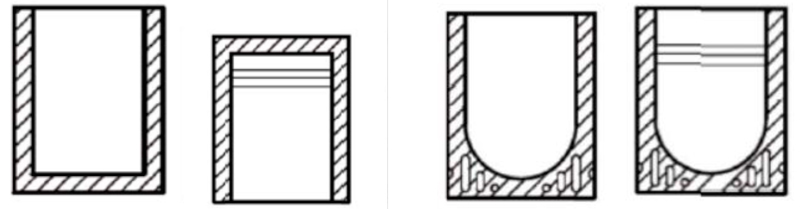
Como podemos ver en Stand Up Pouch Styles, hay 3 estilos básicos de bolsa pouch según el fuelle o fondo de la bolsa: Doyen o doypack, K-seal y con fondo con esquinas.
Bolsa Doyen o doypack
El estilo más común. El refuerzo tiene forma de U permitiendo que el producto se mantenga erguido utilizando el sello inferior como base para la bolsa.
Ideal para pesos menores de 0,5 kg (si pesara más el sello podría romperse bajo el peso del producto). Este estilo permite una mayor cantidad de producto cerca de la parte inferior para que la bolsa pueda ser más corta en altura.
Bolsa pouch estilo K-Seal
El sellado inferior se asemeja a la letra «K». Suele utilizarse en pesos entre 0,5-2,25 kg. Generalmente la parte inferior de las bolsas K-Seal se expande menos y, por lo tanto, el mismo volumen de producto parece requerir una bolsa un poco más alta que la Doyen.
Bolsa vertical de fondo con esquinas
Se recomienda para productos de más de 2,25kg. No hay sello en la parte inferior y el producto se asienta al ras en la parte inferior de la bolsa.
Debido a que el producto es más pesado, la bolsa no necesita el sello para ayudarla a mantenerse erguida. Por lo tanto, solo hay sellos en el costado de la bolsa.

Velos 601SP, máquina para bolsas pouch y bolsas de vacío
La Velos 601SP produce bolsas verticales de 3 sellos con y sin cierre zip, bolsas pouch de 5 sellos y bolsas de vacío con película simple, doble o triple con la tercera insertada como refuerzo.
Algunos de los materiales laminados que puede utilizar la Velos 601SP son: PET+PE, PET+ALU+PE, METPET+PE, Papel+PET+PE, PA+PE, PE+PA+PE.
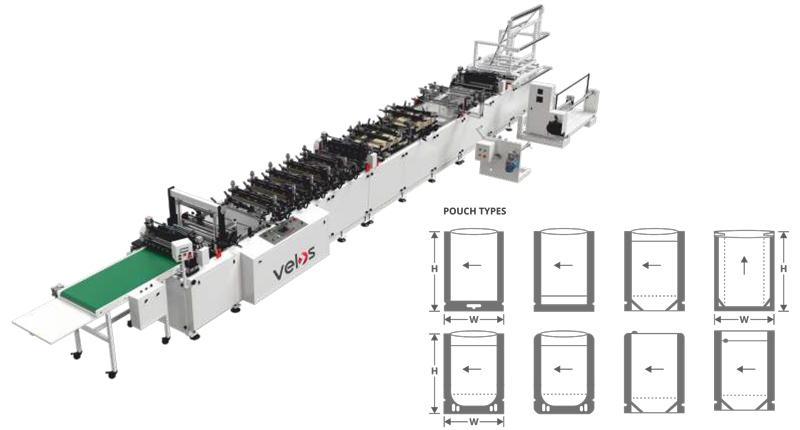
Tipología y medidas de bolsas
| Tipología de bolsa | Carriles de producción | Medidas de las bolsas |
| Bolsa de sellado en tres lados | De 1 a 2 carriles |
|
| Bolsa de sellado en tres lados con cierre zipp | De 1 a 2 carriles | 100 mm a 600 mm (ancho) x 150 mm a 600 mm (alto) |
| Bolsas doypack | De 1 a 2 carriles | 80 mm a 300 mm (alto) x 150 mm a 600 mm (ancho) x 50 mm x 160 mm (fuelle abierto) máx. |
| Bolsa doypack con cierre zipp | De 1 a 2 carriles | 80 mm a 300 mm (alto) x 150 mm a 600 mm (ancho) x 50 mm x 160 mm (fuelle abierto) Máx. |
| Bolsa de 5 soldaduras laterales con fuelle lateral | 1 carril | 200 mm a 600 mm (alto) x 150 mm a 600 mm (ancho) x 50 mm x 160 mm (fuelle abierto) Máx. |
| Bolsas de vacío | De 1 a 2 carriles | 100 mm a 600 mm (ancho) x 150 mm a 600 mm (alto); 800 mm (alto) con función de salt |


Características técnicas
- Disponible con 3 servomotores (150 ciclos/minuto), 6 servomotores (180 ciclos/minuto) o 12 servomotores (200 ciclos/minuto).
- Diámetro máximo de banda operativa: 600mm
- Longitud máxima de corte: 600 mm x 1 salto para bolsas más largas de hasta 800 mm
- Longitud mínima de corte: 50 mm
- Anchura máxima del rollo desbobinador primario: 1200 mm / 1550 mm
- Anchura mínima de la bobina desbobinadora primaria: 300 mm
- Gama de espesores de film: 60 micras – 150 micras
- Aire comprimido: 30 CFM @ 6 Bar
- Agua fría: 6 a 8 litros/min a 2 Bar @ 12C a 18C
- Alimentación eléctrica: AC/3-Fases/415 V/50Hz
- Carga conectada Básica: M/C (Kw) 40
- Conexiones a tierra: Una para el panel y otra para el cuerpo de la máquina.
Opcionales
- Tercera unidad de inserción de película
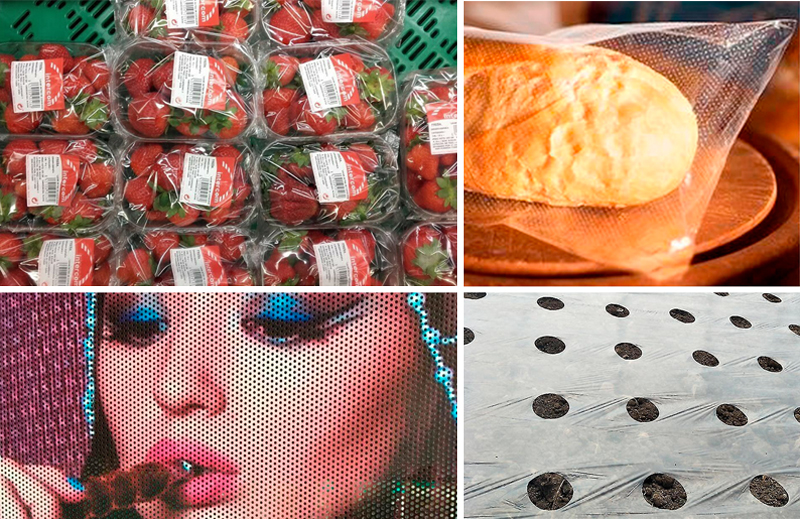
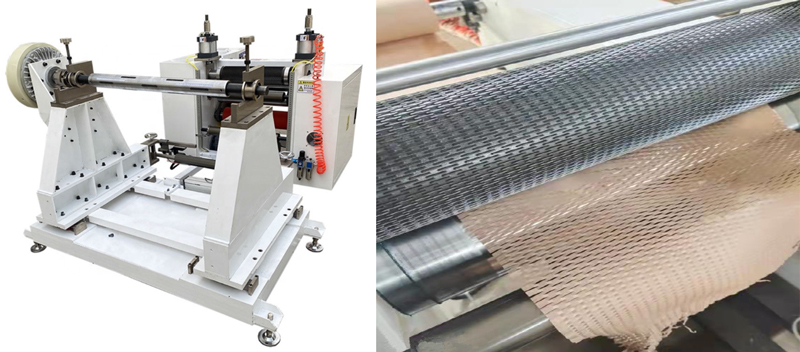
- Punzones
- Dispositivo de predesgarro
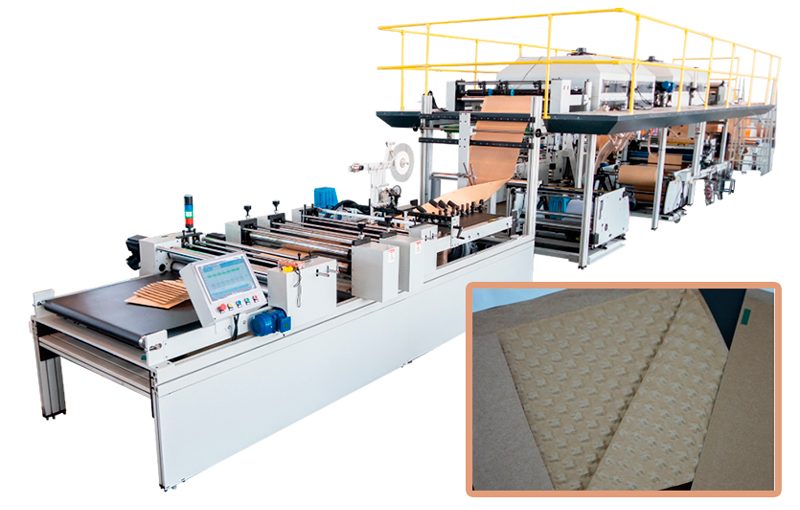
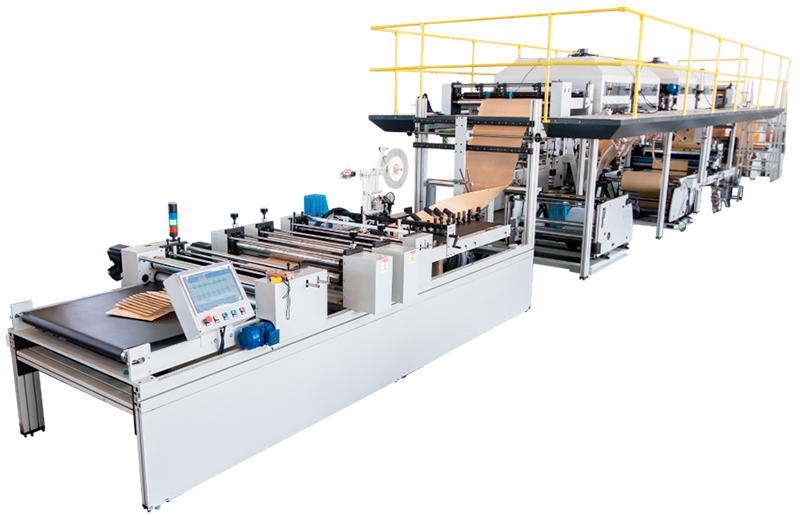
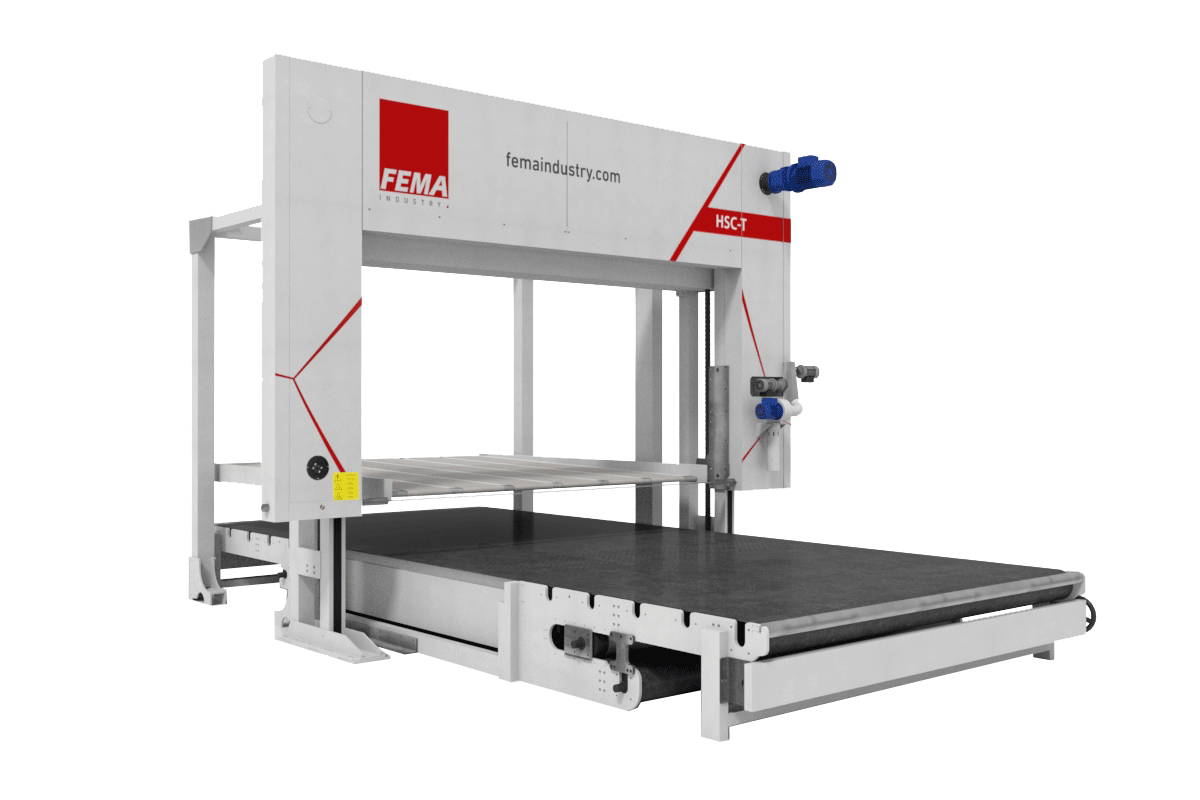
MGA-TSC-500-3, máquina para fabricar bolsas verticales doypack o bolsas de tres sellos
La MGA-TSC-500-3 permite confeccionar bolsas con sellado de 3 lados y bolsas verticales (Stand up), ambas con o sin cierre zipp.
Características técnicas
- Ancho del material: 300-1000 mm.
- Diámetro del material: Máx. 600 mm.
- Ancho de la bolsa: 75-500 mm.
- Longitud de la bolsa (ancho de corte): 30-400 mm.
- Velocidad lineal: 35 metros/min.
– Cortador de navaja para partición central: 30 metros/min.
– Escudete inferior para bolsa vertical: 18 metros/min. - Diseño de la bolsa:
– 1-2 líneas (bolsa sellada de 3 lados).
– 1-2 líneas (doypack / bolsa con zipper). - Ciclo de corte mecánico máximo: Max. 180 ciclos/min. (depende del tamaño).
Especificaciones de los componentes mecánicos
- Sistema de control con 5 servomotores.
- Soporte de desbobinado horizontal.
- Dispositivo de fabricación de bolsas de pie con tampón.
- Estación de sellado de bolsas con zipp.
- Sección de sellado lateral.
- Sección de sellado inferior.
- Productos de partición / recorte y rebobinado.
- Punzón y cortador.
- Sistema de control PLC.
- Dispositivo de sellado / corte y sellado de múltiples bolsas.
- Transportador.
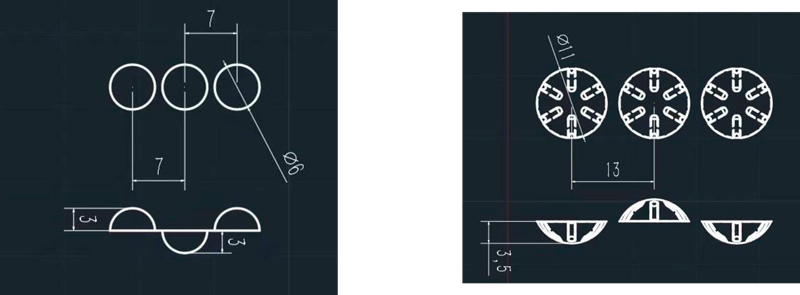
Equipo opcional
- Estación de troquelado en forma de mariposa.
- Estación de troquelado en forma de riñón.
Para más información de las máquinas confeccionadoras de bolsas doypack, dejadnos un comentario o escribidnos a info@fabiodanze.com.
MAQUINARIA: Extrusión blown y cast | Laminación | Confección Bolsas | Impresión | Equipos auxiliares | Maquinaria de ocasión | Packaging | Silos | Cortadoras – Rebobinadoras | Resmadoras de papel y plástico | Cortadora empalmadora de tubos | Husillos y camisas | Recuperación de solventes | Dosificadoras ensacado | Cabezales extrusión
MATERIALES: Espumas de PP | Films técnicos en polietileno | Films siliconados | Films protectivos | Films complejos | Films de laminación | Films para Sleeve | Film termoformado | Film stretch | Granza | Complejos laminación aluminio | Tubos / Mandriles de plástico PVC – PP – PE
Carrer de la Cisa, 22 baixos – 08338 Premià de Dalt (Barcelona) Tel.: 937 529 011 – info@fabiodanze.com – www.fdtecsl.com