Maquinaria y materiales para los sectores del plástico, espumas, papel y cartón
Categoría: Extrusión Film
Líneas completas para extrusión blown o cast de film plástico de polietileno (PE) o polipropileno (PP). Extrusoras de laboratorio de film plástico soplado o en lámina. Rebobinadoras cortadoras de film plástico. Inspeccionadoras correctoras de bobinas. Tratamiento corona, impresoras flexográficas, cortadoras de mandriles de cartón y plástico, silos, dosificadores gravimétricos, etc.
MINICAST 25 es una máquina para la extrusión de película cast monocapa para uso en laboratorio. Extrusora de un solo tornillo serie XTR de 25 mm de diámetro de tornillo, cabezal con labios ajustables, 200 mm. ancho, rodillo de enfriamiento y bobinadora con motor de torque, disponible en dos versiones, estándar y «S» con rodillo de enfriamiento de 3 cilindros, con inversión de rotación, que, con el ajuste tanto en posición como en altura, puede usarse como rodillo de enfriamiento o como un calendario tradicional, para la extrusión de láminas de hasta 2 mm.
Adecuada para la extrusión cast de film de polietileno, PE, ABS, PET, PLA, TPU con la posibilidad de ensamblar tornillos con diferentes perfiles, con el sistema de extracción de tornillos desde la parte posterior de la extrusora, reduciendo drásticamente el tiempo de intercambio de tornillos y limpieza. Panel de control táctil estándar de 10″, puede alcanzar una capacidad de producción de 20 Kg / h.
En el post de hoy os hablaremos de las extrusoras blown film o de película soplada para pruebas de laboratorio o pequeña producción de nuestra representada EUR.EX.MA. Para ello las agruparemos en dos grandes grupos en función de si su extrusión es monocapa o multicapa.
Extrusoras de película soplada monocapa para pruebas de laboratorio
Extrusora blown monocapa MicroEx Blown Monolayer
MicroEx Blown Monolayer es una extrusora de sobremesa que produce una película soplada monocapa muy compacta, con extrusora de un solo tornillo Microex, 17,5 mm.
Tiene matriz de mandril espiral de 20 mm de diámetro, anillo de aire de doble flujo con control de inversor, rodillos de presión y bobinadora. Además, nos ofrece una pantalla táctil de 7″ con control total de la máquina, conexión LAN y datos de exportación con puerto USB.
La extrusora blown monocapa D20 consta de extrusora de tornillo simple serie XTR de 20 mm, cabezal fijo con un diámetro de matriz de 30 mm, anillo de enfriamiento de doble flujo con ajuste de flujo de aire con control del inversor, unidad de extracción y bobinadora de 250 mm de ancho.Diseñada para probar polímeros vírgenes y reciclados, verifica la dispersión de masterbatches y aditivos. Extrusiona películas sopladas de LDPE, HDPE, LLDPE, EVA, PP o biopolímeros con una capacidad productiva de 6 kg/h.
Puede montarse sobre ruedas y estar disponible también en versión DUO con granulador de cara de matriz enfriado por aire en combinación con el módulo de película soplada, con una válvula de interruptor de polímero simple para cambiar el proceso de extrusión.
Sus características básicas son:
Materiales procesados: PE – PP – EVA – Biopolímeros.
Producto: Film tubular monocapa.
Rango de espesores: 10 ÷ 150 micrones, dependiendo de los polímeros procesados.
La D25 consta de extrusora de un solo husillo XTR, diámetro del husillo 25 mm., cabezal fijo o giratorio con diámetros de 25 a 80 mm, anillo de enfriamiento de doble flujo con ajuste de flujo de aire con control del inversor, unidad de extracción y bobinadora. Ancho de rollos: 380 mm o 450 mm. Adecuada para extrusión de película soplada de LDPE, HDPE, LLDPE, EVA, PP o biopolímeros, panel de control táctil estándar de 7″. Puede alcanzar una capacidad productiva de 10 Kg/h. Diseñada para la producción de películas tubulares en anchos de 50 mm a 350 mm (de acuerdo con la matriz ensamblada y el material utilizado).
Sus características básicas son:
Materiales procesados: PE – PP – EVA – Biopolímeros.
Producto: Film tubular monocapa.
Rango de espesores: 10 ÷ 200 micrones, dependiendo de los polímeros procesados.
Film plano: 100 ÷ 350 mm – Bobinadora simple.
Rendimiento: 10 kg / h máx. Con PE.
Composición de la capa: Monocapa.
Diámetro husillo: 25 mm.
Relación L / D: 30: 1.
Extrusoras de película soplada multicapa para pruebas de laboratorio
MicroEX Blown Multilayer, coextrusión de 3, 5, 7,y 9 capas
Microex Blown 3 Multilayer, extrusora multicapa para extrusión de 3 capas de material plástico.
Con las mismas características técnicas que la MicroEx Blown Monolayer, La MicroEx Blown Multilayer está disponible en versiones para película soplada de 3, 5, 7 y 9 capas.
Para haceros una idea vamos a ver resumidas las características de la MicroEx Blown 3 y la MicroEx Blown 5:
Rango de espesor: 10 ÷ 150 μm, dependiendo del material procesado.
Rendimiento: 2 kg/h máx. con PE en la Microex Blown 3 y 4 kg/h máx. con PE en la Microex Blown 5.
Composición de capas: A-B-C en la Microex Blown 3 y A-B-C-D-E en la Microex Blown 5.
Diámetro husilo: 17,5 mm – Perfil de husilo cónico Eurotech Lab Design.
Potencia total instalada: 4 kW en la Microex Blown 3 y 5 kW en la Microex Blown 3.
Mini Blown K3A, coextrusora 3 capas
La Mini Blown K3A puede extruir 3 capas utilizando LDPE, HDPE, LLDPE, EVA, biopolímeros, o configuraciones de film barrera con el uso de PA, EVOH, TPU, PP, PET o poliéster. Equipada con panel de control táctil estándar de 15″, puede ser configurada con el husillo XTR serie 20 mm, 25 mm y 30 mm de diámetro. Cabezal fijo de 40 a 80 mm, anillo de enfriamiento de doble flujo con ajuste de flujo de aire con control de inversor, unidad de extracción rotativa y bobinados de 380 mm o 450 mm.
Materiales procesados: PE – Resina de unión – PA.
Producto: Película tubular PA / PE asimétrica de 3 capas.
Rango de espesores: 100 ÷ 350 micrones, dependiendo de los polímeros procesados.
El modelo Mini Blown K5A es el modelo para 5 capas. La aplicación más común para configuraciones de 5 capas es la película de barrera, con capa de PA o EVOH y resinas de unión. El sistema de extracción de tornillos de las extrusoras XTR es una ventaja muy apreciada para limpiar y cambiar los tornillos para cambiar rápidamente a diferentes polímeros procesados. Sus características técnicas son muy parecidas a las de la Mini Blown K3A, difereciándose en el mayor número de capas y su mayor capacidad productiva de 18 kg/h.
Rango de espesores: 10 ÷ 200 micrones, dependiendo de los polímeros procesados.
Film plano: 100 ÷ 350 mm
Rendimiento: 18 kg/h máx. Con PE
Composición de las capas: 5 capas / A – B – C – D – E
Relación L / D: 30: 1
Mini Blown K7A, coextrusora 7 capas
El modelo Mini Blown K7A es el modelo para 7 capas. El mercado de películas de barrera y de alto rendimiento requiere una gran cantidad de capas para aumentar el rendimiento agregando diferentes polímeros en la estructura de la película.
Al igual que los modelos anteriores se puede configurar con tornillo único XTR serie 20, 25 y 30 mm de diámetro, cabeza fija de 40 a 80 mm, anillo de enfriamiento de flujo doble con ajuste de flujo de aire con control inversor, unidad rotativa de despegue y anillos de bobinado. Adecuado para la extrusión de películas blown de LDPE, HDPE, LLDPE, EVA, bio polímeros, El uso de PA, EVOH, TPU, PP, PET, poliéster. Equipado con el panel de control táctil estándar 15″. Puede alcanzar una capacidad productiva de 18 Kg/h.
Rango de espesores: 10 ÷ 300 micrones, dependiendo de los polímeros procesados.
Film plano: 100 ÷ 350 mm
Rendimiento: 18 kg/h máx. Con PE
Composición de las capas: 7 capas / A – B – C – D – E – F – G
Relación L / D: 30: 1
Mini Blown K9A, coextrusora 9 capas
Finalmente llegamos al modelo de coextrusora con mayor número de capas, la Mini Blown K9A para 9 capas, con características muy parecidas a la Mini Blown K7A, pero con la capacidad de añadir 2 capas más.
La D20 de EUR.EX.MA, es una extrusora de laboratorio para la extrusión de película soplada de una sola capa. Las extrusoras de laboratorio nos permiten experimentar con nuevas mezclas de materiales o hacer producciones pequeñas.
Con un diseño compacto, puede montarse sobre ruedas. Consta de extrusora de tornillo simple serie XTR de 20 mm, cabezal fijo con un diámetro de matriz de 30 mm, anillo de enfriamiento de doble flujo con ajuste de flujo de aire con control del inversor, unidad de extracción y bobinadora de 250 mm de ancho.
Diseñada para probar polímeros vírgenes y reciclados, verifica la dispersión de masterbatches y aditivos. Extrusiona películas sopladas de LDPE, HDPE, LLDPE, EVA, o biopolímeros con una capacidad productiva de 7 kg / h.
La D20 puede estar disponible también en versión DUO con granulador de cara de matriz enfriado por aire en combinación con el módulo de película soplada, con una válvula de interruptor de polímero simple para cambiar el proceso de extrusión.
Características técnicas de la extrusora blown monocapa de laboratorio D20
XTR 20 – EXTRUSORA DE UN SOLO HUSILLO
Adecuado para el procesamiento de pellets y microgránulos.
MOTOR: Motor AC 3 kW.
Husillo: Ø 20 mm, fabricado en acero nitrado 41CrAlMo7.
Perfil de tornillo a definir.
BARRIL: fabricado en acero nitrado 41CrAlMo7.
Relación L / D: 30: 1.
MAX. VELOCIDAD DE TORNILLO: 200 rpm.
MAX. TEMPERATURA DE TRABAJO: 300 ° C.
SÓTANO: placa fuerte para montaje de reductores y motores, pintura epoxi de alta resistencia, RAL9007 y RAL2004.
CAJA DE CAMBIOS: con cojinete de empuje sobredimensionado.
TOLVA: Tolva de alimentación, acero inoxidable, con tubo de descarga.
Zona de alimentación con cámara de enfriamiento, sistema de fácil limpieza con placas de aluminio, fácilmente extraíbles para la limpieza de la cámara de enfriamiento por agua.
EXTRACCIÓN DE TORNILLO: fácil sistema de extracción de tornillo desde la parte posterior de la extrusora, para facilitar las operaciones de limpieza y mantenimiento.
TERMO-CONTROL: N. 2 zonas termocontroladas con calentadores de alta resistencia, sensores de temperatura y ventiladores para estabilización de temperatura, potencia instalada calefacción: 1000 W cada zona.
TM-A – MATRIZ REDONDA MONOCAPA (INSERTO DA 30 MM)
Troquel monocapa, tipo estacionario.
Diseñado para lograr las mejores tolerancias de espesor y flexibilidad con diferentes procesos de polímeros.
Geometría de capa para obtener la mejor distribución y uniformidad de cada capa, diseñada específicamente para obtener el mejor rendimiento basándose en la reología de cada polímero.
Fabricado con acero de aleación de alta calidad con cromado duro en todas las superficies de contacto con polímeros, para obtener la mejor resbalabilidad del polímero.
Carro de matrices fabricado en tubo de acero, con ajuste de altura en 4 puntos.
Calefacción con calentadores de alta resistencia, termorregulación con sistema de control PID.
Inserto de matriz: 30 mm.
Die gap: por definir.
ANILLO DE ENFRIAMIENTO DE AIRE
Tipo de doble flujo.
Ajuste en modo manual de los dos flujos de aire.
Completo de n. 1 soplador controlado por inversor digital.
Guía de burbujas fabricada en acero cromado colocada en la parte superior del anillo de aire, ajustable manualmente.
DESPEGUE LA UNIDAD
ROLLOS NIP: compuesto por 1 cilindro cromado controlado por motor AC y 1 cilindro recubierto de goma controlado por electroválvulas solenoides.
ANCHO ROLLOS: 250 mm.
Estructuras laterales de acero.
Marcos abatibles regulables manualmente con panel de madera.
Guías laterales de madera regulables manualmente.
Rodillo cromado duro impulsado por motor de CA y caja de cambios.
Rollos de guía para guía de película después del despegue.
AV 250 – UNIDAD DE BOBINADO SIMPLE
Tipo de bobinado por contacto, corte manual y cambio de rollo.
Estación de bobinado compuesta por:
-1 rollo cromado movido por motor AC.
-1 rodillo de presión recubierto de goma.
-1 rollo guía de entrada.
-1 eje de expansión de aire de 3 ”(76 mm).
ARMARIO ELÉCTRICO + PANEL DE CONTROL PRINCIPAL
Armario electrónico principal con todos los componentes eléctricos de la línea, interruptor principal de alimentación, termorregulación, inversor, PLC, grupo para manejo de emergencias y protecciones.
Panel táctil de 7 ”y software de gestión de máquina con los siguientes sistemas de control y protección:
– Termorregulación con relé SSR, visualización del set point de temperatura en panel, indicador led de zona de calefacción, refrigeración o standby; alarma por sobre / baja temperatura, mal funcionamiento del amperaje de los calentadores y termopar roto. Sistema de protección para arranque en frío.
– Gestión de motores con inverter, con visualización de parámetros de velocidad y rpm y amperaje en tiempo real. – Gestión del transductor de control de presión (si está instalado) con visualización de barras en tiempo real y posibilidad de configurar alarma y umbral.
Protección: el sistema de control incluye la siguiente protección:
-Motores Absorción extrema: 2 umbrales, alarma visual y acústica y parada de seguridad de la máquina.
-Temperatura extrema: 2 umbrales, alarma visual y acústica y parada de seguridad de la máquina.
-Temperatura mínima: el motor de la extrusora no tiene permiso para arrancar si no se ha alcanzado la configuración de temperatura.
Puerto LAN para la conexión de la máquina a internet para conexión de servicio remoto.
Puerto USB para exportar recetas y parámetros de la máquina (archivos .csv).
Si buscáis una extrusora de laboratorio con menor o mayor capacidad productiva, en nuestro post Extrusoras de laboratorio podéis ver todos los modelos disponibles de EUR.EX.MA. Si queréis más información de la D20, dejadnos un comentario o escribidnos a info@fabiodamze.com.
La D25 de EUR.EX.MA es una extrusora de película soplada monocapa para uso en laboratorio o para producciones pequeñas de películas tubulares. Consta de extrusora de un solo tornillo XTR, diámetro del tornillo 25 mm. , cabezal fijo o giratorio con diámetros de 25 a 80 mm, anillo de enfriamiento de doble flujo con ajuste de flujo de aire con control del inversor, unidad de extracción y bobinadora. Ancho de rollos: 380 mm o 450 mm, adecuada para extrusión de película soplada en LDPE , HDPE, LLDPE, EVA, polímeros BIO, panel de control táctil estándar de 7 «. Puede alcanzar una capacidad productiva de 18 Kg / h. Diseñada para la producción de películas tubulares en anchos de 50 mm a 350 mm (de acuerdo con la matriz ensamblada y el material utilizado) de pruebas de polímeros, vírgenes y reciclados, para verificar la dispersión de la mezcla madre y los aditivos.
La cortadora y empalmadora de mandriles semiautomática TCMG 175 PLUS nos permite cortar un mandril en trozos más pequeños o empalmar los trozos de otros mandriles para reutilizarlos. Requiere del operador para poder cargarse pero funciona automáticamente para cortar o empalmar.
Características de la cortadora de mandriles TCMG 175 PLUS
Unión seleccionable
Misma cuchilla para todos los materiales
Sistema de aspiración integrado
Mandos tàctiles
Carga manual en un rodillo de soporte de la máquina. Se puede cargar mandriles enteros o trozos.
Descarga acumulando las piezas cortadas en un par de rodillos que descansan sobre un marco de acero.
Materiales que pueden utilizarse: cartón, PVC
Máx. longitud de carga: 2000, 3000, 4000 mm
Máx. longitud de corte: 2000, 3000, 4000 mm
Mín. longitud de corte: 30 mm
Máx. diámetro externo: 190 mm
Mín. diámetro externo: 80 mm
Máx. espesor tubos: 25 mm
Mín. Espesor tubos de cartón: 4 mm
Mín. espesor tubos de plástico: 3/4 mm
Para más información dejadnos un comentario o escribidnos a info@fabiodanze.com.
Hoy os mostraremos un nuevo producto de la gama Microex de nuestros amigos de EUR.EX.MA, empresa especializada en maquinaria de extrusión plástica tanto para extrusión blown, extrusión cast o filamentos 3D. Anteriormente ya os hablamos de dos de sus productos Microex, la Microex blown (microextrusora blown de sobremesa) y la Microex cast (microextrusora cast de sobremesa). Vamos por el tercero.
Microex 3D, línea de extrusión de filamentos 3D
Línea de extrusión de filamentos 3D, con extrusora de tornillo simple Microex, 17,5 mm. Tiene troquel de filamento, extracción de la unidad de enfriamiento por aire y bobinadora. Adicionalmente se puede utilizar un pelletizador de filamentos para usar la máquina como mezclador de un solo tornillo.
Características principales de la extrusora de laboratorio para hilo 3D Microex3D
Producto final: filamento bobinado para impresión 3D
Diámetro filamento: 1,75 mm máx.
Rendimiento: 1 kg/h máx. Con PE
Tornillo DA: 17,5 mm – Perfil de tornillo cónico Lab Design
Potencia total instalada: 3 kW
Descripción técnica de la extrusora de sobremesa para hilo 3D Microex3D
1 EXTRUSOR DE TORNILLO SIMPLE – EUROTECH MICROEX
Tornillo DA 17,5 mm, cónico en acero nitrado K110 con perfil de tornillo especial. Modificación. Diseño de Eurotech Lab.
Transmisión principal mediante servomotor con motorreductor 2,1 Nm equipado con cojinete de empuje de gran tamaño.
Barril en acero nitrado K110 con resistencias de banda en mica.
Boca de alimentación enfriada por agua y aire comprimido.
2 zonas de termorregulación.
El grupo motor-reductor-extrusor se coloca sobre un soporte grueso de alta resistencia.
Placa de aluminio anodizado alojada en un marco de acero recubierto de paneles y albergando todos los componentes eléctricos principales tanto para la alimentación como para la línea de termorregulación (armario eléctrico).
1 MATRIZ DE CALIBRACION
Fabricado en acero endurecido 38NiCrMo4.
1 boquilla intercambiable de bronce DA 3 mm.
1 CÁMARA DE ENFRIAMIENTO
Fabricado en acero inoxidable con guías de ajuste.
Soplador accionado por motor de CA para sistema de refrigeración por aire con potenciómetro.
UNIDAD DE TRANSPORTE
1 rodillo recubierto de goma, accionado por servomotor y caja de cambios.
1 contrarrollo recubierto de goma, movimiento arriba / abajo con pistón de aire.
1 UNIDAD DE BOBINADO
Soporte de carrete acoplado directamente con motor de par
Traductor mecánico para mover el filamento en todo el ancho de la bobina
PANEL DE CONTROL PRINCIPAL Y ARMARIO ELÉCTRICO
El sistema de control eléctrico de la línea está compuesto por: – Panel de control de interfaz de operador con pantalla táctil de 7 ”para la gestión de línea. – Control de temperatura mediante PID, para cada zona de control con set point y visualización de valores reales para temperatura, corriente y % de carga de calentadores, led. – Indicación del estado de cada zona (error de indicador de alarma de temperatura baja y alta en calefacción y refrigeración) – Protección de arranque en frío, mínimo o máximo accidental con configuración del operador (rango ajustable) – RPM,% o m/min. visualización de control del motor y visualización de corriente -Todos los motores tienen alarma de protección de sobrecarga térmica y de corriente – Página de recibo donde se pueden guardar y exportar todos los parámetros de la máquina a través de memoria USB – Resolución de problemas remota a través de las oficinas de servicio de Eurotech, con la instalación de caja de conexión (se requiere Internet LAN del cliente)
La Microex 3D de EUR.EX.MA.
Para más información de las extrusoras de hilo 3D de Eurexma, dejadnos un comentario o escribidnos a info@fabiodanze.com
Los almacenes automáticos tipo carrusel vertical de nuestra representada LGL Engineering, son una magnífica solución a algunos de los problemas que hemos podido detectar en nuestros clientes productores de bobinas de papel, películas plásticas, tejidos u otros materiales.
Ventajas y características del almacén rotatorio automático de LGL Engineering.
Ventajas de los almacenes verticales automatizados tipo carrusel para bobinas de LGL
Aprovechar el espacio en altura para stock de bobinas. Los almacenes se hacen a medida, tanto en tamaño, diseño o sistemas de fijación, y se pueden modular.
Ahorro de tiempo, palés y material en embalaje de bobinas para colocar en estanterías.
Ahorro de tiempo en desembalar las bobinas para sucesivo procesamiento.
Seguridad en el manejo de las bobinas.
Posibilidad de usar únicamente un palé de servicio en plástico para evitar el contacto con la madera (importante para el sector farmacéutico y alimentario).
Mejor curación para las bobinas laminadas por la ausencia de contacto con el palé.
Fácil colocación y recuperación de las bobinas. Selección de la bobina a recuperar mediante pantalla táctil.
Evita deformaciones y ovalizaciones de las bobinas.
Pueden ser cerrados o climatizados.
Funcionamiento del almacén inteligente vertical para bobinas
Recuperamos las bobinas que necesitan ser reprocesadas desde la máquina de extrusión o de laminación con un palet de servicio que puede ser de plástico (recuerda nuestro post sobre palets de plástico).
Se lleva con un simple transpalet al almacén que recoge la bobina prácticamente en el suelo y la puede elevar hasta 8 metros de altura.
Las bobinas se encuentran suspendidas al eje del mandril y no tocan ninguna superficie alrededor.
Su posición se registra en un sistema informatico para identificarla y volverla a presententar en el suelo cuando sea necesario. Se traslada con el mismo transpalet a la máquina de reprocesamiento (impresión, laminación o corte).
Almacén automático vertical rotatorio para bobinas de embalaje flexible.
Para más información de los almacenes verticales automáticos para bobinas, dejadnos un comentario o escribidnos a info@fabiodanze.com.
Hoy os presentamos Vision Device, empresa especialista en sistemas de visión artificial para el control de procesos de fabricación en continuo.
Sus cámaras de alta resolución junto con el hardware y el software propio les permite ofrecer sistemas de visión artificial totalmente personalizados facilitando:
La adquisición y digitalización de imágenes.
La visualización de imágenes en el monitor.
El procesamiento de imágenes.
Informes de resultados y acciones consiguientes.
Vision Device se encarga de todos los aspectos preliminares y posteriores a la venta del producto, tales como:
Diseño y personalización del sistema.
Instalación en instalaciones de producción.
Configuración de los parámetros de funcionamiento.
Formación de personal de línea y mantenimiento.
Asistencia técnica durante y después del período de garantía.
Ventajas de los sistemas de visión artifical Vision Device:
Identifica con precisión los defectos presentes en el producto, permitiendo su eliminación. Se realiza una evaluación correcta de la clase cualitativa de cada lote, a través de la ejecución de informes y estadísticas.
Mejora la calidad del producto. Permite conocer con precisión las características y frecuencias de los defectos, a fin de identificar las causas y, por tanto, concentrar las acciones de mejora. La posibilidad de medir los resultados permite evaluar objetivamente la efectividad de estas acciones.
Permite una detección inmediata de cualquier anomalía en la producción, a fin de realizar una parada y / o intervención rápida en la línea ascendente, a fin de reducir la cantidad de producto defectuoso fabricado.
Nacido de acuerdo con los criterios de calidad de las normas ISO-9000.
Permite la documentación completa de los datos relacionados con el producto y su lote, la configuración de control y los resultados de las pruebas individuales. Los datos se pueden imprimir en forma clara en los informes que acompañan al producto y permiten un completo seguimiento de los datos de producción y pruebas.
Realiza el control basado en evaluaciones numéricas, objetivas y repetibles, las características operativas son estables en el tiempo y confiables.
La configuración de los parámetros de prueba y los límites de tolerancia también se realizan con valores objetivos. El sistema es fácilmente configurable para adaptarse a diferentes necesidades de control (si se requieren diferentes productos o niveles de calidad).
Perfectamente adaptable a las necesidades específicas de cada cliente individual. Es posible realizar diferentes tipos de controles y una gran cantidad de mediciones en una o más cámaras.
Las velocidades de control y el rendimiento de detección que se pueden obtener son muy altos e inaccesibles desde cualquier control realizado por operadores humanos.
Según nuestras necesidades, Vision Device nos ofrece diferentes soluciones:
LinceoOne
Sistema de visión artificial flexible y configurable, diseñado para las diferentes realizaciones de aplicaciones industriales (control de montajes automotriz, inspección de aspecto en sector agroindustrial, etc.).
PrintCheck
Sistema de visión artificial para imprentas. Detecta defectos de impresión tales como problemas de registro o de definición de contornos. Tecnología que se puede realizar en materiales flexibles continuos como películas plásticas, papel, telas, tejidos rígidos, laminados o aluminio.
WebCheck
Sistema de visión artificial para la inspección de productos continuos como films plásticos transparentes y opacos, papel y similares, tejidos no tejidos, hojas de metal o vidrio continuo o en losa. Capaz de detectar defectos como agujeros, lágrimas, bultos, impurezas o manchas en el 100% del producto.
Dato Variable
Sistema de visión artificial para impresión con datos variables (caracteres alfanuméricos de cualquier fuente, código de barras, matriz de datos, símbolos de cualquier conjunto de objetos).
DiaperCheck
Sistema de visión artificial para el control de pañales, toallas sanitarias y absorbentes. Inspección puntual y continua. Puede inspeccionar 1200 piezas/min con una velocidad lineal de 400 mt/min. Una cámara lineal permite obtener imágenes con un contraste y una uniformidad muy altos ocupando muy poco espacio (<50 mm). El sistema también se puede integrar fácilmente en las máquinas existentes. La configuración estándar incluye un «cabezal de lectura» generalmente ubicado al final de la línea pero es posible solicitar más cabezales de lectura que permitan inspeccionar el producto en varios lugares de la máquina de manera independiente y asíncrona entre sí.
Code Vision
Sistema de visión artificial para el control y reconocimiento de códigos impresos. Los códigos de barras pueden verificarse en una cinta continua (por ejemplo, flowpack) o en paquetes individuales. El sistema está diseñado para adquirir un área de alrededor de 120×80 mm en definición muy alta, pero es posible trabajar bajo pedido incluso con dimensiones más grandes.
Una dificultad en la extrusión de película plástica es la uniformidad del espesor a lo ancho del material. Nuestros amigos de A.PIOVAN Srl. nos ofrecen una solución con sus rodillos esparcidores.
Stretchroll y Stretchsleeve
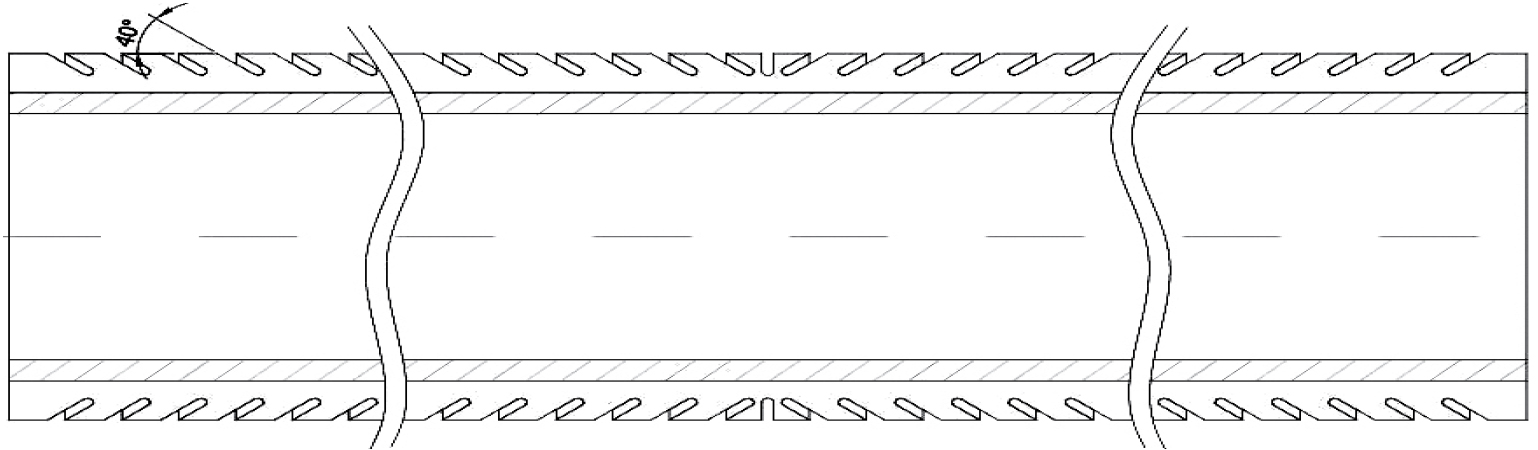
El rodillo Sretchroll se usa con éxito, con los ajustes apropiados, en muchos campos como el textil, no tejidos, películas de plástico, papel y combinados. El rodillo de goma presenta una ranura helicoidal que partiendo del centro se dirige hacia los extremos asegurando un agarre alto y una acción divergente. Disponible en diámetros hasta 1600 mm y longitudes hasta 8 metros.
El Stretchsleeve es una manga para rodillos de hasta 2,5 metros de longitud que cumple las mismas funciones que el Stretchroll. La manga de goma se puede instalar en pocos minutos en un rodillo de acero de su propiedad, lo que limita las paradas de la máquina y el costo de envío.
Principales características:
Acción uniforme de propagación en todo el ancho, no solo en la parte central.
Capacidad de esparcimiento incluso con tensiones longitudinales bajas.
Control del grado de esparcimiento basado en inicios de ranura (inicio doble, inicio cuádruple o inicio séxtuple).
Soluciones de diferentes compuestos de caucho basadas en temperaturas y condiciones laborales.
Ángulo de envoltura de la tela desde 30 ° hasta 120 °. Para películas plásticas se aconseja un ángulo mínimo de 90º.
Hoy os hablaremos de P&P CREAM™ de nuestros amigos de Erreti Srl., un detergente en crema, específico para la limpieza de: husillos, cilindros, cabezales, canales calientes, moldes y cualquier superficie metálica de residuos carbonizados, depósitos, incrustaciones para todos materiales termoplásticos, termoendurecedores y cauchos.
Como se presenta el limpiador de máquinas de inyección y extrusoras P&P CREAM™
Con su innovadora fórmula en crema, se presenta en sobres monodosis en dos medidas (S y L) para responder mejor a las diferentes necesidades de suministro. Fácil de usar y transportar.
Sobres para limpieza / purga de extrusoras y máquinas de inyección.
Beneficios del purgante para extrusoras e inyectoras P&P CREAM™
Limpieza efectiva, rápida y fácil: Limpieza en profundidad reduciendo el tiempo de inactividad de la máquina. Los sobres monodosis se dipositan directamente en la matriz (se recomienda 1 sobre por kg de capacidad del cilindro).
Ahorro en transporte y almacenaje: Una caja de 25 sobres solo pesa 0,5 kg y equivale a 50-75 kg de purgante de la competencia. Costes en transporte hasta 5 veces menor y espacio de almacenaje hasta 100 veces menor.
Universal: Limpieza perfecta a todas las temperaturas (70°-420°), en todos los sistemas (extrusión, inyección, termoformado, impresora 3D, etc.) y para todos los materiales (desde caucho hasta PEEK)
Máxima seguridad: Menos humeante, inodora y sin disolventes ni abrasivos. Todos los componentes de P&P CREAM™ son «GRAS» (Generally Recognized as Safe) por la FDA y certificados Food Contact.
Características del limpiador de máquinas de inyección y extrusoras de P&P CREAM™
Temperaturas de trabajo: 70°C – 420°C.
Limpia en profundidad y de inmediato.
Elimina completamente incrustaciones, depósitos y colores sobre husillos, cilindros, aberturas, canales calientes o cabezales de extrusión.
Apto para todos los materiales: ABS, PA, PET, PS, PMMA, PC, SAN, PVC, EVA, PU, TR, PBT, PPO,PPS, PPA, PP, PE, SBR , EPDM, BMS, FPM, SILICONE, etc.
Reutilizable.
Seguro para el ambiente y eco-friendly.
No hace humos, no es tóxico, no contiene solventes o sustancias abrasivas y es totalmente inodoro.
Los componentes de P&P CREAM™ tienen la especificación GRAS (Generalmente Riconosciuti come Sicuri) por FDA, y el “Certificado por Contacto con Alimentos”.
Casos de éxito en clientes de P&P CREAM™
Limpieza en extrusora de film soplado 3 capas
Extrusión: Film soplado 3 capas.
Diámetro de los husillos: 60 mm 90 mm 60 mm.
Capacidad de los cilindros: 3 Kg – 10 Kg – 3 Kg.
Sobres utilizados de P&P Cream: 3 + 5 + 3.
Tiempo: Dejar actuar P&P Cream durante 5 min.
Duración de la prueba: 1 h 19 min. desde el inicio de la prueba hasta el inicio de la producción.
Fotografías del proceso de purga de la extrusora de film soplado 3 capas, desde el inico de la prueba hasta el inicio de producción con la extrusora limpia.
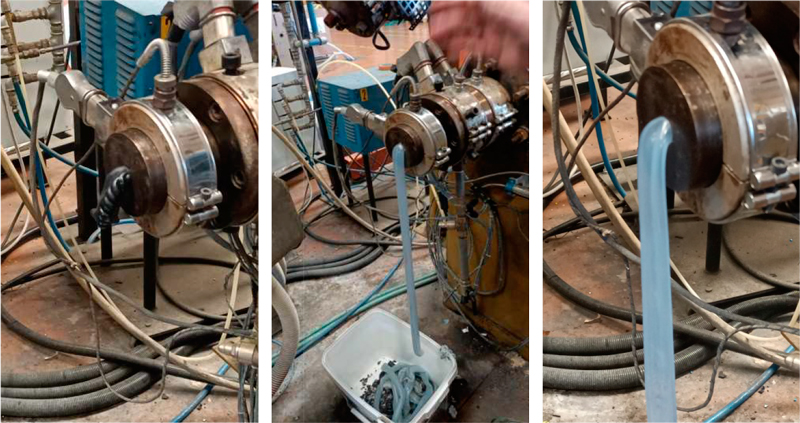
Limpieza en extrusora de tubo plástico flexible
Extrusora: línea de extrusión de tubo plástico flexible.
Capacidad del cilindro: 2 kg.
Material: de PVC negro a PVC natural.
Duración de la prueba: 35 minutos.
Inicio del proceso de purga en la extrusora de tubo flexible. Primera pasada con P&P CREAM y PVC neutro.Resultado final después de la segunda y última pasada con P&P CREAM y PVC neutro.
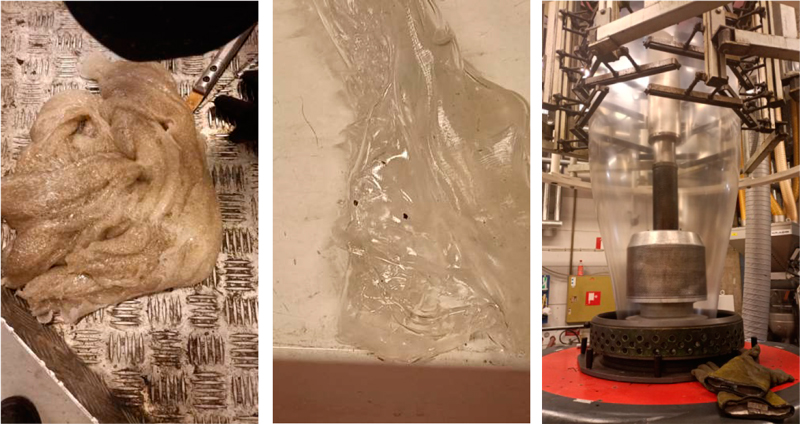
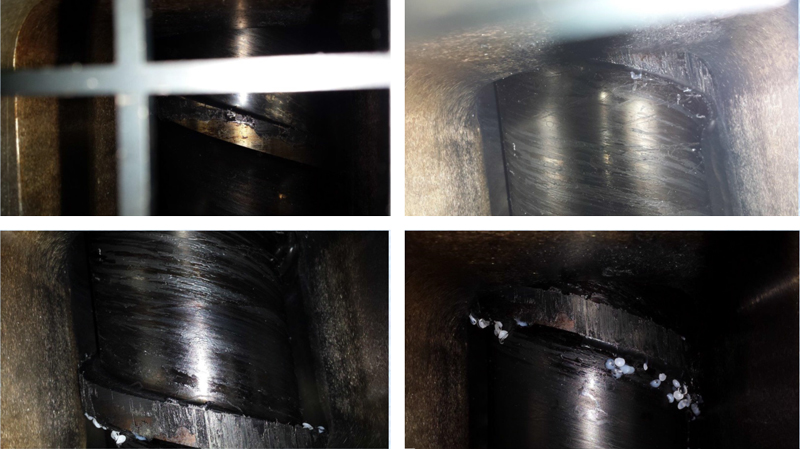
Limpieza en inyectora
Inyectora: Prensa Engel de doble carro de 2300 toneladas.
Matrices: 136 mm y 105 mm.
Sobres utilizados de P&P Cream: 12 sobres en total.
Material: 19 kg de material neutro en total.
Duración de la prueba: 25 minutos.
Estado del husillo de la inyectora antes de empezar la prueba con el limpiador P&P Cream.Estado del husillo tras la segunda y última tanda con P&P Cream.
Para más información de máquinas de inyección, extrusoras o métodos para limpiarlas, dejadnos un comentario o escribidnos a info@fabiodanze.com.
Carrer de la Cisa, 22 baixos – 08338 Premià de Dalt (Barcelona) Tel.: 937 529 011 – info@fabiodanze.com – www.fdtecsl.com
Utilizamos cookies en nuestro sitio web para ofrecerle la mejor experiencia al recordar sus preferencias y visitas repetidas. Al hacer clic en "Aceptar todas", usted consiente el uso de TODAS las cookies. Sin embargo, puede visitar "Configuración de cookies" para dar un consentimiento controlado.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duración
Descripción
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.