MicroEx de EUR.EX.MAes una gama de líneas de extrusión de sobremesa diseñadas para pruebas de laboratorio para replicar los procesos de extrusión de plásticos y bioplásticos.
Estos equipos cuentan con una solución plug-and-play muy inteligente y exclusiva, son impresionantemente pequeños (ocupando un metro cúbico o menos) y se pueden colocar cómodamente en una mesa de laboratorio para realizar pruebas de extrusión en materiales reciclados (MicroEx CP Twin), en películas terminadas (MicroEx Cast, Foil y Blown), en hilos (MicroEx SP) y en películas multicapa (Multi-layer MicroEx Cast, Foil y Blown) y para realizar producciones muy pequeñas de filamento 3D para impresoras 3D (MicroEx 3D).
Las micro extrusoras MicroEx tienen un perfil de tornillo especial que permite el uso de pellets de tamaño estándar pero con un consumo muy bajo de polímero durante las pruebas de extrusión (capacidad de 500 g/h a 1 kg/h). Todas las máquinas están equipadas con pantalla táctil de 7″ con control total de la máquina, conexión LAN y datos de exportación con puerto USB.
Una vez presentada la gama, vamos a ver cada una de las extrusoras.
Micro extrusora para materiales reciclados
La MicroEX CP Twin, es el primer extrusor de doble husillo de la gama de máquinas Microex. Diámetro del tornillo de 12 mm., tipo co-rotativo, para la extrusión y granceado de material reciclado. Ideal para pruebas de nuevos materiales reciclados en laboratorio.
Tornillo DA: 12 mm – Perfil de doble tornillo Eurotech Lab Design.
Relación L/D: 40: 1.
Potencia total instalada: 3 kW.
Micro extrusora blown monocapa para plásticos y bioplásticos
MicroEx Blown Monolayer es una línea de película soplada de sobremesa, con extrusora de tornillo simple Microex, matriz de película soplada de 20 mm de diámetro, anillo de aire, extracción y bobinadora. Adecuada para el control de calidad de materiales reciclados, masterbatches de color, aditivos y biopolímeros. Sus características básicas son:
Micro extrusora blown multicapa para plásticos y bioplásticos
Extrusora de laboratorio Microex Blown Multilayer para extrusión de película soplada multicapa.
Con las mismas características bases que la MicroEx Blown Monolayer, La MicroEx Blown Multilayer está disponible en versiones para película soplada de 3,5,7 y 9 capas. Sus características básicas son:
Micro extrusora cast para plásticos y bioplásticos
La MicroEx Cast es una línea de película cast de sobremesa, con extrusora Microex Single Screw, 17,5 mm. Troquel plano de 100 mm de ancho, rodillo de enfriamiento (refrigerado por agua), extracción y bobinadora. Sus características básicas son:
Adecuada para películas delgadas de 10 micras a láminas de hasta 1000 micras.
Micro extrusora de filamentos 3D para plásticos y bioplásticos
La MicroEx 3D es una línea de extrusión de filamentos 3D, con extrusora de un solo tornillo Microex de 17,5 mm, matriz de filamentos, extracción de la unidad de enfriamiento por aire y bobinadora. La MicroEx 3D dispone de un peletizador de filamentos adicional para usar la máquina como mezclador de un solo tornillo.
En el post Líneas de extrusión completas para TNT (Tejido No Tejido), os hablamos de las líneas de extrusión para tejido no tejido punzonado (needle punch), termobondeado (thermobond), tissue seco (airlaying) y en Extrusoras de no-tejido SMS y Meltblown para mascarillas os hablamos de la extrusora para tejido no-tejido meltblown MGB-PPMB-1600 de Ming Jilee. Hoy profundizaremos en que es el meltblown nonwoven y en las líneas de extrusión de gran y pequeño formato que podemos ofrecer para la fabricación de este tejido no tejido.
¿Qué es el tejido no tejido meltblown?
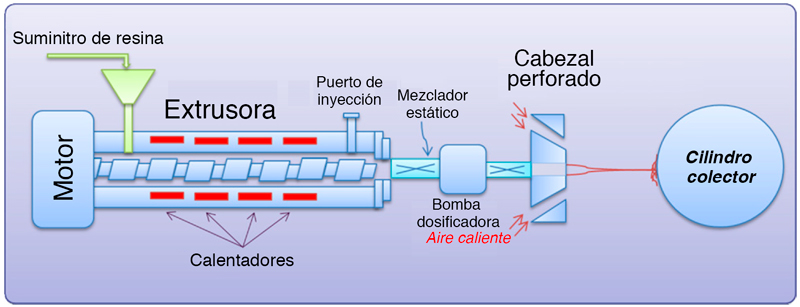
El meltblown es un tejido no tejido (también llamado tejido sin tejer o nonwoven en inglés) fabricado al fundir el material plástico en una extrusora. El material plástico se funde con unos calentadores y es transportado por el husillo de la extrusora hasta el mezclador estático, pasa a través de un cabezal con orificios de pequeñas dimensiones empujado por un chorro de aire caliente. Cuando emerge de los orificios, un chorro de aire frío solidifica el plástico formando una maraña de hilos muy finos que es recibido por el cilindro colector, un cilindro perforado donde se va formando la manta.
Las fibras meltblown pueden alcanzar una finura de 1 a 2 micras, lo que las convierte en las fibras más pequeñas que se pueden lograr con cualquier proceso de no tejidos en la producción industrializada. Esta característica junto su apilación mediante uniones porosas tridimensionales le da a este material excelentes propiedades de barrera bacteriana y filtración. Actualmente se usa ampliamente en la filtración de aire y agua de alta eficiencia, protección de aislamiento médico, protección de aislamiento industrial, materiales de aislamiento térmico de la ropa, materiales de absorción de sonido del coche y otros campos.
Dificultades para comprar tejido meltblown en España para fabricar mascarillas
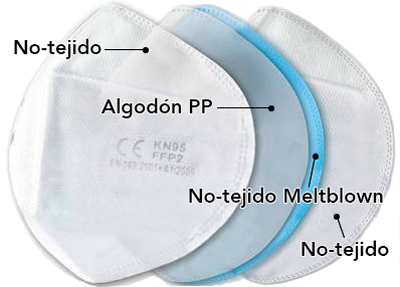
Debido a las propiedades de barrera bacteriana y de filtrado, el meltblown es material habitual en la confección de mascarillas quirúrgicas y filtrantes como las FFP2 y FFP3, tan necesarias actualmente para protegernos del covid-19.
“Las empresas fabricantes actuales parecen estar utilizando, en general, el no-tejido Meltblown, que es de difícil suministro por lo que puede ser necesario buscar alternativas para la creación del prototipo y sus ensayos. […]
En España no hay de momento fabricantes de este tejido, si bien hay empresas que lo comercializan, como Berry Global”.
Recientemente Nonwovens Ibérica ha adquirido una línea de meltblown cuyo montaje se realizará entre los meses de septiembre, octubre y noviembre del 2020, convirtiéndose en la primera instalación existente en España y la cuarta de Europa. Podéis ver la notícia en el link.
La falta de fabricantes nacionales junto a la alta demanda de este material, ha complicado la producción de mascarillas quirúrgicas y filtrantes, apareciendo como alternativa las mascarillas higiénicas. El problema es que estas últimas solo se recomiendan a personas sanas, ya que no evitan el contagio a los demás —como si hacen las mascarillas quirúrgicas— ni de ser contagiados —como si hacen las FFP2 y FFP3. Teniendo en cuenta la falta de tests para detectar portadores del virus y que hay casos de contagios asintomáticos, la opción más segura seria utilizar al menos las mascarillas quirúrgicas… pero nos falta meltblown o un material con las mismas garantías.
Extrusoras gran formato para fabricar tejido no tejido meltblown
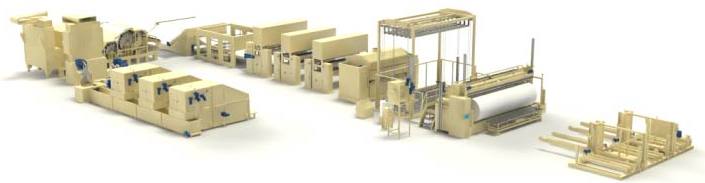
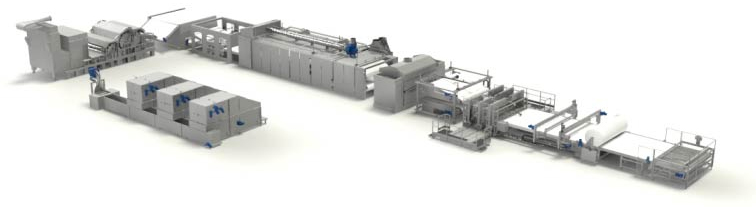
Extrusora Leonardo 1.0 MB P100, de Ramina
Extrusora de melt blown Leonardo 1.0 MB P100 de Ramina.
Ramina es un empresa italiana especializada en extrusoras de tejido no tejido spundbond, meltblown y tejidos compuestos (SMS, SSMS, SMMS, SSMMS). Su extrusora Leonardo 1.0 MB P100 extruye melt blown de polipropileno (PP) higiénico y médico con un gramaje de 15 – 300 g/m2 y un ancho del producto final de 1.750 mm recortado.
Otros datos de interés son:
Diámetro final de la bobina: 1.200 mm máx.
Rendimiento Meltblown: max. 90 kg/h (la línea se dimensionará para una producción máxima de 180 kg/h para poder aceptar una nueva matriz patentada, en caso de que las pruebas en la línea piloto de Ramina sean exitosas el próximo junio de 2020).
Velocidad mecánica max. 100 m/min (en la bobinadora).
Velocidad y colocación del filamento de alta uniformidad.
Mejores características mecánicas para alto rendimiento en maquinaria de máscaras.
Fácil de operar, fácil mantenimiento y limpieza.
Flexible, confiable y rentable.
Unidad de carga electrostática antes del área de bobinado.
Corte en línea con desconexión automática.
Recorrido corto desde las capas de filamentos hasta la bobinadora: sin tensión en la tela.
Monitoreo continuo del consumo.
Lo último en componentes y soluciones electrónicas.
Fácil actualización a la línea de laminado fundido por soplado con calandrado ultrasónico.
Extrusora MGB-PPMB-1600, de Ming Jilee
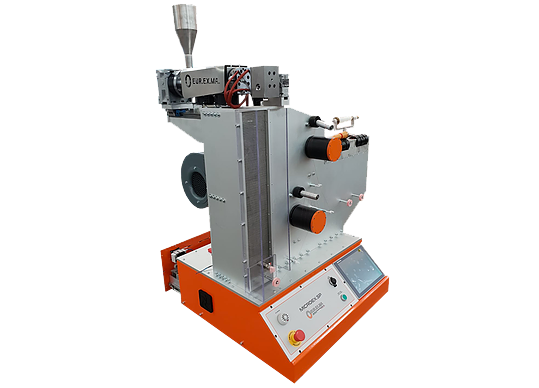
Ming Jilee (Taiwán) nos ofrece la MGB-PPMB-1600, una extrusora para producción de meltblown pensada para el suministro local con una inversión muy inferior a los equipos de producción masiva y una calidad contrastada. La extrusora es capaz de una producción anual de 500 toneladas de material. Las características básicas son:
Especificaciones de la máquina
Potencia requerida: 400 kw.
Dimensión de la máquina: 9.400 (L) × 5.750 (W) × 3.850 (H) mm.
Rendimiento de la máquina
Ancho terminado: 1.600 mm.
Salida: 1200 – 1500 kg según el gramaje.
Velocidad máxima: 18 metros / min.
Prueba de aceptación ejecutada: Tejido no tejido con un peso de 25 g/m2 para alcanzar BFE (Bacterial Fltration Efficiency) 95% del estándar médico utilizando el material sugerido por el vendedor de Taiwán.
Sistema de alimentación
Tolva de 100 kg.
Dispositivo de succión SAL-800G.
Bajo nivel de succión automática.
Dispositivo de dosificación de alta precisión.
Extrusión
Extrusora con motor de CA de alta eficiencia de 55KW.
Caja de cambios de alta eficiencia y precisión con transmisión de acero al carbono con dureza superficial HRC 58-60. El intercambiador de calor y el orificio de aceite están en el lado izquierdo. SCM 21 de alta calidad para engranaje y eje principal de SCM 4 con tratamiento. Con intercambiador de calor.
Extrusora con relación L / D: 32: 1.
Diámetro del tornillo de 75 mm: hecho de acero de aleación SCM-440. Tornillo con dureza superficial HRC 60-65 y Ra 0.4-0.6μm. Tratamiento superficial de alta frecuencia para extender el ciclo de vida del tornillo.
Barril: hecho de acero de aleación SACM-645 para alcanzar HRC 65 ~ 68 y Ra0.4-0.6μm, tratamiento térmico de nitruración, rectificado de alta precisión del diámetro interno.
Control PID, 0-300 ℃ para ajustar la temperatura con tolerenacia ± 1 ℃. Enfriamiento por aire y calentador inoxidable.
Control de velocidad inverso.
Cambiador de pantalla
Dispositivo de protección de sobrecarga.
Hecho de material de aleación resistente al calor con templado.
Reserve el orificio del sensor de presión antes del cambiador de pantalla.
Control PID para todos los sensores térmicos. La temperatura ajustada de 0 ~ 300 grados ℃ y la precisión es de ± 1 ℃.
Bomba de engranajes
Bomba de engranajes de aleación de acero.
Eje de engranaje de acero para herramientas, alta dureza y tratamiento de nitruración.
Los rodamientos están hechos de acero para herramientas, endurecido con precisión. El sello del eje está diseñado como un sello espiral de enfriamiento.
Mecanizado de alta precisión, pulido preciso del canal de flujo.
Calefacción por caja de control
La entrada y la salida de presión están equipadas con dispositivos de detección de presión para detectar y detectar señales.
La presión máxima antes y después del GP es de 250 bar. La tolerancia de la diferencia de presión es 150 bar.
Control PID para todos los sensores térmicos. La temperatura ajustada de 0 ~ 300 grados ℃ y la precisión es de ± 1 ℃.
Junta rotativa de alta eficiencia y precisión.
Matriz Melt blown
Molde de acero importado de Japón.
Canal de flujo rectificado y pulido.
Molde de triturado en ángulo R dentro de 0.03 m / m. Calentador de aire caliente: 300KW.
Sistema de succión principal
Cinta transportadora antiadherente especial.
4 juegos de levantadores Sprial.
1 motor de alto rendimiento.
1 sistema de succión.
1 reductor.
4 cinturones.
Sistema Electret (sistema de carga):
2 juegos de electrodo de descarga de alto voltaje.
Rodillo de metal especial.
Sistema de control de electricidad.
Piezas de Japón y ensambladas en Taiwán.
Unidad de corte en línea
Cuchillo redondo con base.
Eje de aire de 3″.
Control manual para el cambio.
Motor para rollos.
Rollos.
Devanadora para recortar bordes.
Devanadora
Devanadora de superficie.
Diámetro máximo: 600 mm.
Accionamiento por motor con reductor.
Cuchilla de corte en línea.
Conducto de aire de 3″× 2. El conducto de inflado está hecho de material de aleación de aluminio 6061 de alto grado con tratamiento de película dura de ánodo y el tubo de acero cromado sin costura de primer grado.
Sistema de control electromecánico de línea completa y control de motor
Potencia principal: AC380V + GND. Tipo trifásico de tres hilos, sin línea neutralizadora. 50 HZ para motor.
Caja de control eléctrico de pie para extrusora principal.
1 medidor de voltaje y amperios.
HMI (Human Machine Interface) en funcionamiento.
Sugerencias de piezas que los compradores deben preparar
Grúa.
Estabilizador de potencia.
Compresor de aire y tubería.
Horno de alta temperatura para la limpieza del molde de soplado fundido.
Limpiador ultrasónico para limpiar el troquel de fusión.
Extrusoras pequeño formato para fabricar tejido no tejido meltblown
Extrusoras MB 60 y MB 50 de Eurexma
Los expertos en extrusión de Eurexma (Italia) han diseñado con la MB 60 y la MB 50 dos extrusoras de melt blown de pequeño formato ideales para aquellos fabricantes que buscan el autoabastecimiento de meltblown con un nivel de producción y de inversión más modesto.
En post de hoy os hablaremos de las líneas completas para extrusión de tejido no tejido (TNT) de nuestra representada Ramina, uno de los fabricantes de máquinas y plantas llave en mano de más rápido crecimiento para la industria de no tejidos, con más de 400 máquinas vendidas en todo el mundo. A continuación veremos sus líneas completas para:
Tejido no tejido punzonado (needle punch).
Tejido no tejido termobondeado (thermobond).
Tejido no tejido airlaid o tissue seco (extrusión por flujo de aire o airlaying).
Líneas de laminación para geocompuestos.
GCL (línea de revestimientos de arcilla geosintéticos).
Extrusión tejido no tejido Spunbond de PP y PET.
Extrusión Meltblown PP.
Líneas completas de TNT punzonado (needle punch)
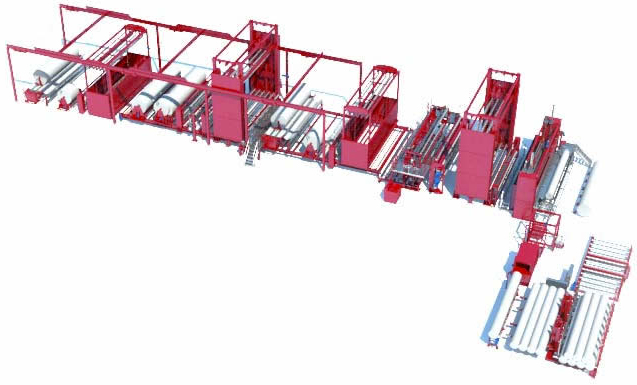
Línea completa de extrusión TNT punzonado (needle punch) de Ramina.
Ramina diseña y fabrica líneas de punzonado para la producción de geotextiles, producto para la industria automotriz, mueblería, confección y agrícola.
El proceso de extrusión TNT punzonado o Needling
El proceso de punción estándar que utiliza fibra cortada incluye los siguientes pasos:
Apertura y mezcla de fibras: los fardos de fibra se abren, se mezclan y se introducen en la sección de formación de bandas de la línea de producción.
Formador de banda: el formador de banda se abre más y alinea las fibras en dirección paralela con una tarjeta.
Traslape: la banda se coloca en capas para aumentar la resistencia en la dirección transversal de la tela y mejorar la uniformidad de la tela. La solapa cruzada permite producir tejidos más anchos que la carda y aumentar el peso básico de la banda aumentando la frecuencia de las solapas cruzadas.
Punzonado con agujas: la banda está unida en el telar de agujas por la acción de las agujas que unen las fibras.
Acabado: según la aplicación final, la banda puede tener diferentes acabados como pegado mediante el uso de resinas adhesivas o calandrado con calor y presión, gofrado o laminado. Finalmente el producto punzonado está listo para ser enviado, generalmente en rollos bobinados por unidades de fin de línea que también permiten cortar y cortar el producto en el tamaño deseado. Antes del envío, los rollos se envuelven y atan en palés de forma manual o automática.
Cuero sintético: industria del calzado, automoción y tapicería, maletas, bolsos, artículos deportivos.
Agricultura / Medio Ambiente: invernaderos, fertilización, drenaje de marismas.
Ropa: hombreras, armaduras corporales, protecciones contra incendios.
Filtración: filtros para filtración de aire y líquidos.
Otros fieltros técnicos: fieltros de pulido, fieltros abrasivos, fieltros de fibra mineral para aislamiento.
Líneas completas de extrusión TNT termobondeado (thermobond)
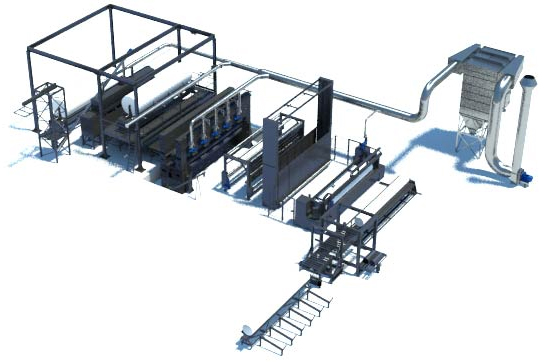
Línea completa para extrusión TNT termobondeado (thermobonding) de Ramina.
Las líneas de tejido no tejido termobondeado (thermobond en inglés) nos permiten fabricar productos destinados a la industria del mueble, higiene, construcción y automoción.
El proceso de extrusión TNT termobondeado o thermobonding
El proceso de termobondeo estándar que utiliza fibra cortada incluye los siguientes pasos:
Apertura y mezcla de fibras: los fardos de fibra se abren y mezclan y se introducen en la sección de formación de bandas de la línea de producción.
Web Forming: el formador de bloques se abre y alinea la fibra en una dirección paralela con una tarjeta.
Traslape: la banda se coloca en capas para aumentar la resistencia en la dirección transversal de la tela y mejorar la uniformidad de la tela. La solapa cruzada permite producir tejidos más anchos que la carda y aumentar el peso básico de la banda aumentando la frecuencia de las solapas cruzadas.
Estiramiento: la banda se estira para que sea más uniforme, para orientar las fibras más en la dirección de la máquina y para reducir el peso a medida que el enrollador estira la fibra.
Pegado: el producto procedente de la formación de la banda se termoencoge en el horno por la acción del aire caliente que atraviesa el producto por arriba y por abajo.
Acabado: según la aplicación final, la banda puede tener diferentes acabados como alisado, calibrado y laminado por alisadores y calandrias. Finalmente el producto está listo para ser enviado, generalmente en rollos bobinados por unidades de final de línea que también permiten cortar y cortar el producto en el tamaño deseado.
Características técnicas de la línea de extrusión de TNT termobondeado
Ancho de trabajo: hasta 4500 mm.
Capacidad de producción: máx. 1500 kg/h.
Peso básico: 50 – 3000 g/m2.
Materias primas utilizadas en TNT termobondeado
Fibra sintética: PET virgen y reciclado, PP virgen y reciclado, Acrílico, Nylon, Aramida y muchos otros.
Fibra natural: fibras celulósicas regeneradas, líber, lana, etc.
Productos y áreas de aplicación del TNT termobondeado
Áreas higiénicas: cubrecamas higiénicos y productos para incontinencia, toallitas, pañales para bebés y adultos, etc.
Edificio / Construcción: aislamiento térmico e insonorización.
Automotriz: revestimiento de reposacabezas, moquetas, revestimiento de puertas, molduras de componentes, productos aislantes térmicos e insonorizados, guata de asientos, etc.
Vestimenta: hombreras, guata para chaquetas / anorak.
Líneas completas de extrusión TNT Airlaying
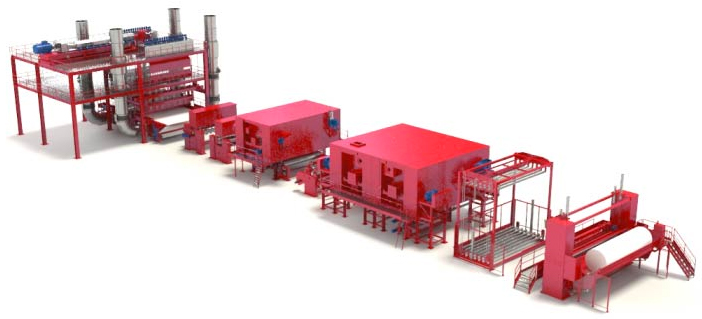
Línea completa de extrusión TNT airlaying de Ramina.
Ramina diseña y fabrica líneas completas de Airlay-S para la producción de fieltros para las industrias de automoción, construcción, filtración y mobiliario.
El Airlay-S es un sistema innovador que, con la formación de la banda aerodinámica, reemplaza los procesos tradicionales que utilizan sistemas de cardado y traslape. La particular configuración de Airlay-S permite colocar las fibras, a lo largo del espesor de la estera, en forma de S, aumentando fuertemente la resistencia longitudinal del material.
El rango de peso básico estándar va desde 500 g/m2 hasta 5000 g/m2 y gracias a la combinación con una tarjeta de aire, es posible conseguir incluso productos ligeros de hasta 160 g/m2.
El proceso de extrusión TNT Airlaying
El proceso estándar de Airlay-S, que utiliza fibra natural, sintética y de mala calidad, incluye los siguientes pasos:
Apertura y mezcla de fibras: las balas de fibra se abren y mezclan mediante abridor de balas, caja mezcladora y abridor fino. Luego, la fibra abierta y mezclada se alimenta a la sección de formación de banda de la línea de producción.
Formador de banda: el formador de banda se abre más y alinea las fibras en dirección paralela con el sistema Airlay-S o la máquina Aircard, de acuerdo con el peso básico requerido. Para pesos básicos bajos desde 160 g/m2 hasta 2000 g/m2 recomendamos usar Aircard, mientras que para pesos básicos más altos sugerimos el uso de Airlay-S.
Pegado: el producto procedente de la formación de la banda se termoencoge en el horno por la acción del aire caliente que atraviesa el producto por arriba y por abajo.
Acabado: según la aplicación final, la banda puede tener diferentes acabados como enfriamiento y calandrado. Finalmente el producto está listo para ser enviado, generalmente en rollos bobinados por unidades de final de línea que también permiten cortar y cortar el producto en el tamaño deseado. Antes del envío, los rollos se envuelven y atan en palés de forma manual o automática.
Características técnicas de la línea extrusión TNT Airlay-S
Anchura de trabajo: máx. 4200 milímetros.
Peso básico estándar: 500 – 5000 g/m2.
Peso básico especial: 160 – 2000 g/m2.
Capacidad: máx. 2000 kg/h.
Materias primas utilizadas en extrusión TNT Airlay-S
Fibra mineral (fibra de vidrio, fibra de lana de roca, fibra cerámica, fibra de carbono).
Otra materia prima (cáscara de arroz, materiales no tejidos triturados con resina aglomerada, materiales soplados de EVA triturados, poliuretano triturado, poliestireno triturado).
Productos y áreas de aplicación del Airlay-S
Automoción: fieltros y sustratos para automoción, materiales para aislamiento térmico y acústico, guata de asientos.
Edificación / Construcción: materiales para aislamiento térmico y acústico, entretelas.
Línea completa para laminación de geocompuestos de Ramina.
Ramina diseña y fabrica líneas completas de laminación para geocompuestos (geocomposites). Estas líneas laminan mediante calandrado de una capa de LLDPE, HDPE, PVC, películas de aluminio, películas de PE o geomalla con 1 o 2 capas de geotextil PP.
El proceso de laminación de geocompuestos
El proceso estándar de la línea para laminación de geocompuestos incluye las siguientes fases:
La capa inferior del geotextil nonwoven proviene del desbobinador: 1a capa de geotextil para el producto final lado inferior.
1ª desacumulación: desacumulación de geotextil para permitir la sustitución del 1.er rollo de geotextil sin detener la línea de laminación.
La capa central proviene del desbobinador: capa central en LLDPE, HDPE, PVC, film aluminizado, film PE o geomalla.
2ª desacumulación: desacumulación de geotextil para permitir la sustitución de los rollos de capa central sin detener la línea de laminación.
La capa superior del geotextil nonwoven proviene del desbobinador: 2ª capa de geotextil para la parte superior del producto final.
3ª desacumulación: desacumulación de geotextil para permitir la sustitución del 2º rollo de geotextil sin detener la línea de laminación.
Doble sistema hot melt: depósito de cola termofusible en la cara superior de la 1ª capa de geotextil y la cara inferior de la 2ª capa de geotextil. Excepto por la solución de geomalla.
Campanas infrarrojas: solo para solución de geomalla. Sistema de fusión superficial de geomallas.
Calandra laminadora de 3 capas: calandra para laminado de 3 capas con el fin de obtener el producto final.
Acumulación: acumulación de producto final con el fin de permitir la sustitución del rollo en la bobinadora final.
Bobinado: bobinado de bobina con expulsión automática de bobina.
Embalaje automático: envoltura completa de la bobina final con film retráctil.
Paletizado y flejado automáticos: las bobinas envueltas se paletizan, flejan y descargan automáticamente.
Características técnicas de la línea de laminación
Ancho de trabajo: hasta 7.000 mm.
Velocidad de trabajo: máx. 30 m/min.
Materias primas utilizadas en la laminación de geocompuestos
LLDPE.
HDPE.
PVC.
Películas de aluminio.
Películas de PE.
Geomalla.
Geotextil PP.
Productos y campos de aplicación de la línea de laminación para geocompuestos
Geotextil: sellado de vertederos, construcción de carreteras y ferrocarriles, presas, obra civil, obras hidráulicas, protecciones costeras, etc.
Línea GCL (línea de revestimientos de arcilla geosintéticos)
Línea completa de revestimientos de arcilla geosintéticos para la producción de geocompuestos de bentonita de Ramina.
La Línea GCL es una línea completa de revestimientos de arcilla geosintéticos para la producción de geocompuestos de bentonita. El objetivo de la Línea GCL es en particular la fijación mecánica (por punción) de una capa de bentonita intercalada entre dos geotextiles (1 no tejido punzonado y 1 tejido) en filamentos de PP.
El proceso de la línea GCL
El proceso estándar de la línea GCL (Bentonita) incluye las siguientes fases:
La capa inferior de geotextil tejido PP proviene del desbobinador: 1ª capa tejida PP para soporte de polvo de bentonita.
La capa central de bentonita se obtiene mediante unidad de dispersión: dosificación de bentonita sobre tejido de PP.
Aplicación de la capa superior de geotextil no tejido de PP: 2ª capa de no tejido de PP para cierre de bentonita.
Punzonado con aguja: punzonado con aguja para unir bentonita entre PP tejido y PP no tejido.
Chamuscado de pelos: quemado por unidad infrarroja de los residuos de punción en la cara inferior del producto geocompuesto para evitar pérdidas de bentonita.
Acumulación: acumulación de GCL con el fin de permitir el cambio de rollo en bobinadora final. Predisposición para área de inspección en caso de presencia futura de doble barra magnética y extracción de agujas.
Corte longitudinal: corte en la longitud deseada de GCL.
Bobinado de bobinas: bobinado automático de producto en bobinas.
Envoltura de bobina: envoltura total del producto final.
Cinta transportadora final: descarga de bobinas envueltas.
Características técnicas de la línea GCL
Ancho de trabajo: hasta 6.500 mm.
Velocidad de trabajo: máx. 7 m/min.
Peso básico: min. 1.000 g/m2, máx. 6.000 g/m2.
Materias primas utilizadas en la línea GCL
Geotextil PP no tejido
Bentonita.
Geotextil tejido PP.
Productos y campos de aplicación de la línea GCL
Geotextil: sellado de vertederos, construcción de carreteras y ferrocarriles, presas, obra civil, obras hidráulicas, protecciones costeras, etc.
Líneas de spunbond PET para geotextiles y membranas de techados
Línea completas de spunbond PET de Ramina.
Líneas completas de spunbond para la producción de geotextiles y soportes para membranas de techado de 100% PET.
El proceso extrusión spunbond PET para membranas y techados
El proceso de spunbond permite obtener no tejidos a partir de polímeros termoplásticos a través de los siguientes pasos de producción:
Almacenamiento, carga y dosificación de polímeros.
Cristalización y secado.
Extrusión y filtración.
Hilado en multifilamentos.
Templado y estiramiento de filamentos con eyectores de aire comprimido.
Distribución de filamentos y formación de bandas.
Unión mecánica por punción.
Termounión por calandrado.
Impregnación de resina con padder.
Secado, curado (polimerización) y calibración.
Corte, corte transversal y bobinado.
Embalaje.
Características técnicas de la línea para spunbond PET
Anchura de trabajo
Geotextiles: hasta 6500 mm.
Soportes para membranas de techado: hasta 6 rollos 1020 mm / cada uno.
Capacidad de producción
Más de 10000 t/año.
Peso básico
Geotextiles: 100 – 600 g/m2.
Soportes para membranas de cubierta: 120 – 330 g/m2.
Requisitos de construcción (recomendado)
Área de producción: 2500 m2.
Altura libre: 15 m (zona de hilatura), 7 m (zona de acabado y auxiliares).
Almacén de materias primas: 700 m2.
Almacén de producto terminado: 700 m2.
Materias primas para la línea
Virutas de PET virgen.
Copos de PET de botellas recicladas.
Productos y áreas de aplicación del spunbond PET
No tejidos perforados con aguja
Geotextiles para carreteras, ferrocarriles, aeropuertos, vertederos, obra civil, obras hidráulicas, etc.
Respaldo de alfombra.
Soportes para revestimiento de PVC.
Medios filtrantes.
No tejidos resinados y punzonados con aguja
Soportes para impermeabilización de membranas bituminosas, para revestimiento de cubiertas, carreteras, viaductos, cimentaciones, cubiertas planas, cubiertas ajardinadas, suelos radiantes.
Obras hidráulicas.
Ingeniería civil.
Líneas completas spunbond PP
Línea completa de extrusión spunbond PP de Ramina.
Las líneas de PP spunbond están destinadas a la industria higiénica, médica y automotriz, geotextiles y otras aplicaciones industriales, a partir de PP 100%.
El proceso de las líneas de extrusión spunbond PP
En nuestro post Máquinas extrusoras de tela spunbond polipropileno (PP) ya os hablamos del proceso de spunbonding, de su utilización para tejidos médicos y sanitarios y de las líneas de extrusión de Ramina para su producción. Vamos a ver ahora las líneas para spunbond PP para otros productos.
Los pasos de producción de spunbond PP son los siguientes:
Almacenamiento, carga y dosificación de polímeros.
Cristalización y secado.
Extrusión y filtración.
Hilado en multifilamentos.
Templado y estiramiento de filamentos con eyectores de aire comprimido.
Distribución de filamentos y formación de bandas.
Termounión por calandrado.
Corte, corte transversal y bobinado.
Características técnicas de la planta extrusión spunbond PP
Ancho de trabajo: hasta 5500 mm.
Capacidad de producción: más de 10000 t/año.
Peso básico: 10 – 100 g/m2.
REQUISITOS DE CONSTRUCCIÓN (RECOMENDADOS)
Área de producción: 2500 m2.
Altura libre: 15 m para zona de hilatura – 7 m para zona de acabado y auxiliares.
Almacén de materias primas: 700 m2.
Almacén de producto terminado: 700 m2.
Ancho de trabajo: hasta 5500 mm
Capacidad de producción: más de 10000 t/año
Peso básico: 10-100 g/m2.
Materias primas para las líneas de extrusión spunbond PP
Virutas de PP virgen.
Virutas de PP recicladas.
Productos y áreas de aplicación del spunbond PP
Automotriz: componentes de asiento, revestimientos.
Sanitario y médico: ropa de cama para hospitales, paños y vendajes quirúrgicos, batas quirúrgicas, gasas, cortinas, gorros, fundas de almohadas, guantes, mascarillas, cubrezapatos.
Higiénico: pañales para bebés y adultos, diversos productos de higiene femenina, tampones, toallitas faciales, pantuflas.
Embalaje: bolsas de transporte, bolsas de compras, empaques médicos estériles, bolsas de arroz, bolsas de semillas, bolsas de té y café, bolsas para fertilizantes, harina, trigo, azúcar, cemento, empaque protector, envoltura de flores.
Agricultura: jardinería para pasatiempos, tuberías de aire caliente y frío, material para cubrir jardines, material protector contra alimañas agrícolas, material protector contra lluvias intensas y sobrecalentamiento, cuerdas y cordeles, cubiertas para cultivos, protección para césped, telas para control de malezas, bolsas para raíces, contenedores, esteras, etc.
Tapicería de muebles: sofá almohada, forro de colchón, protección de la capa interna del colchón, bolsillos de resorte, manteles, alfombras, cortinas, sábanas, toallitas / servilletas.
Zapatos y prendas: tacones de zapatos, limpieza, forros internos de zapatos, patchwork para prendas, guardapolvos, aplicaciones al aire libre, overoles, fundas de almohadas, reposacabezas de avión, entretelas, aislamiento de ropa y guantes, acolchado de sujetadores y hombros, ropa protectora.
Filtros técnicos: filtración de aire, filtración de humedad.
Líneas completas meltblown PP
Extrusora de melt blown Leonardo 1.0 MB P100 de Ramina.
En nuestro post Máquinas extrusoras para fabricar tela meltblown nonwoven ya os hablamos ampliamente del proceso de extrusión meltblown, las propiedades del tejido meltblown y de la extrusora Leonardo 1.0 MB P100 de Ramina. Podéis visitar el post para más información.
Para saber más de las líneas completas de extrusión de tejido no tejido dejadnos un comentario o escribidnos a info@fabiodanze.com.
Hoy os hablaremos de las líneas de pequeño formato para extrusión de compuestos plásticos, también conocidos como compounds, de nuestra representada Eurexma. Tanto para pruebas de laboratorio como para pequeña producción las encontraremos con extrusoras mono husillo y de doble husillo, pero antes de entrar en materia con las líneas de extrusión, expliquemos que es el compounding.
¿Qué es el proceso de compounding?
Como muy bien nos explican en el blog Todo en Polímeros en su post Formación de compuestos “compounding”, en la industria del plástico se conoce como compounding a la formación o extrusión de compuestos, seleccionando y combinando varios ingredientes para producir un plástico de propiedades deseadas. Es la combinación de una resina plástica con unos aditivos o la combinación con otros polímeros para hacer que la resina base mejore sus propiedades físicas.
Factores importantes en el proceso de compounding
Los dos factores más importantes en la composición de un compuesto son la selección y cantidades de aditivos que le darán las propiedades deseadas, y los medios mecánicos para incorporarlos en el plástico base. En términos generales encontramos tres métodos para el compounding:
Los que dependen de los solventes.
Los que usan calor y fricción para fusionar los ingredientes como la extrusión o mecanismos de alta fricción.
Los que dependen del mezclado mecánico en seco en combinación con la atomización de los ingredientes líquidos.
Línea de extrusión para compounding E-lab 22 de Eurexma.
Algunos aditivos y cargas que podemos incorporar son:
Cargas
Aditivos
– Fibra de vidrio – Carbonato de Calcio – Mica de vidrio – Cargas minerales – Dióxido de Titanio
Cuando se utiliza el proceso de extrusión, el material final sale del dado en forma de filamento y es cortado a la salida convirtiéndolo en gránulos o pellets que podrán ser utilizados más adelante en algún proceso de transformación convencional. Este proceso se conoce como granceado o peletización. En nuestro post Peletizadoras de plástico para pruebas de laboratorio, tenéis más información del proceso.
Algunos de los productos que se pueden elaborar bajo el proceso de compounding son:
Polímeros con fibra de vidrio.
Mezclas de polímeros como: ABS/SAN, PE/PA, LDPE/HDPE.
Utilización de material reciclado mejorándolo con aditivos y otras resinas vírgenes.
Polímeros modificados al impacto.
Polímeros con alta estabilidad al calor.
Polímeros con antioxidantes.
Líneas de extrusión de compuestos para laboratorio mono husillo
Línea de extrusión para masterbatch y compound XTR-20 de Eurexma.
Las extrusoras de la serie XTR están disponibles en diferentes versiones, para adaptarse a diferentes procesos. La versión estándar tiene un soporte de base baja para aplicaciones de film soplado, o con sótano alto para diferentes aplicaciones como extrusión cast, lámina, tubos y perfiles. Los diámetros de los husillos están disponibles desde 20 mm hasta 120 mm.
Las extrusoras XTR-WR, son las XTR con husillo y cilindro fabricados para mayor resistencia al desgaste, especialmente si se utilizan para extruir materiales reciclados y rellenos de minerales. El cilindro es bimetálico y de acero especial, el husillo es de acero especial con revestimiento.
Las extrusoras de la serie XTR-D, son las XTR con puerto de desgasificación, atmosférico o con conexión de bomba de vacío.
Los diferentes perfiles de husillo permiten procesar múltiples tipos de polímeros; en tamaños de 20, 25 y 35 mm. El reductor está dimensionado y personalizado para permitir la extracción del husillo de la parte posterior del extrusor, facilitando las operaciones de limpieza y la posible sustitución del husillo.
Vamos a ver las características de los diferentes modelos de la serie Mini XTR:
Mini XTR 20, extrusora mono husillo para masterbatch y compound
Diámetro husillo (mm) L / D: 30: D 20.
Número de agujeros: 2, 3.
Instalación: hebra / troquel bajo el agua / troquel enfriado por aire
Material procesado: todos los polímeros (gránulos solamente).
Producción máxima: 7 kg/h.
Tamaño del compuesto: Ø 1 ÷ 3 mm.
Aplicación: pruebas.
Mini XTR 25, extrusora mono husillo para masterbatch y compound
Diámetro husillo (mm) L / D: 30: D 25.
Número de agujeros: 2, 3, 4.
Instalación: hebra / troquel bajo el agua / troquel enfriado por aire
Material procesado: todos los polímeros (gránulos solamente).
Producción máxima: 12 kg/h.
Tamaño del compuesto: Ø 1 ÷ 3 mm.
Aplicación: pruebas y/o producción.
Mini XTR 35, extrusora mono husillo para masterbatch y compound
Diámetro husillo (mm) L / D: 30: D 35.
Número de agujeros: 4, 5.
Instalación: hebra / troquel bajo el agua / troquel enfriado por aire
Material procesado: todos los polímeros (gránulos solamente).
Líneas de extrusión de compuestos para laboratorio doble husillo
Las extrusoras de doble tornillo co-rotativas E-Lab para uso en laboratorio, están disponibles en tamaños de 22 y 30 mm, con longitudes de husillo de 36D a 48D. Los reductores de alto rendimiento están acoplados a motores de alto rendimiento mediante juntas de seguridad, mecánicas o electromecánicas. El cilindro está segmentado en módulos con circuito interno, para dejar pasar el agua para la refrigeración, y con calentadores de fundición de aluminio. Tienen la posibilidad de configurarse con los puertos de desgasificación o con alimentadores laterales para polvos o para inyectores de aditivos líquidos. Los husillos están modulados en ejes multilínea y configurables con diferentes elementos según el tipo de material a extruir.
Vamos a ver los diferentes modelos de la serie E-Lab:
E-lab 22, extrusora doble husillo para masterbatch y compound
E-lab 22, tiene una configuración estándar con un motor de 5,5 KW, máx. velocidad del husillo 600 rpm, y una capacidad de hasta 15 kg/h, es útil para ensayar diferentes formulaciones de masterbatches y compuestos o para la preparación de muestras.
Diámetro husillo (mm) L / D: 40: D 22 Twin.
Tamaño troquel (mm): 2, 3, 4.
Instalación: hebra / troquel bajo el agua / troquel enfriado por aire
Material procesado: todos los polímeros (gránulos y polvo).
Producción máxima: 15 kg/h.
Tamaño del compuesto: Ø 1 ÷ 3 mm.
Aplicación: pruebas y/o producción.
E-lab 30, extrusora doble husillo para masterbatch y compound
E-lab 30, tiene una configuración estándar con un motor de 18,5 KW, máx. velocidad del husillo 600 rpm, y una capacidad de hasta 60 Kg/h, es útil para ensayar diferentes formulaciones de masterbatches y compuestos, para la preparación de muestras, o para la producción de pequeños lotes.
Diámetro husillo (mm) L / D: 40: D 30 Twin.
Tamaño troquel (mm): 5, 6, 7.
Instalación: hebra / troquel bajo el agua / troquel enfriado por aire
Material procesado: todos los polímeros (gránulos y polvo).
Producción máxima: 55 kg/h.
Tamaño del compuesto: Ø 1 ÷ 3 mm.
Aplicación: pruebas y/o producción.
Para más información de líneas completas de extrusión para masterbatch y compuestos, dejadnos un comentario o escribidnos a info@fabiodanze.com.
Hoy os hablaremos de dos micro extrusoras peletizadoras de plástico para pruebas en laboratorio, la Microex 3D y la Microex CP Twin de nuestra representada Eurexma. Estas dos extrusoras peletizadoras de sobremesa son una gran herramienta para el reciclado y compounding plásticos al permitirnos extruir y grancear pequeñas muestras de compuestos plásticos para investigar su comportamiento, y una vez las pruebas a pequeña escala son favorables, poder extrapolar su producción a nivel industrial. Una gran opción para evitar el excesivo consumo de material en la realización de pruebas, ocupando muy poco espacio y con una sencilla instalación.
Antes de ver las máquinas explicaremos brevemente en qué consiste el funcionamiento de las extrusoras peletizadoras.
Funcionamiento de las peletizadoras de plástico
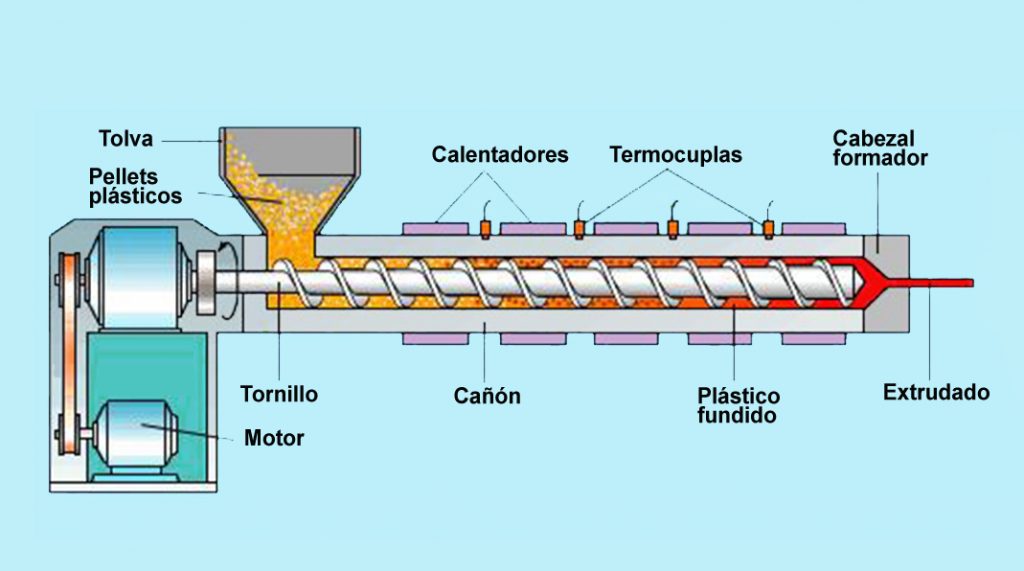
Proceso de extrusión de plástico
La materia prima que se encuentra en forma de gránulos triturados o pellets, pasa a través de la tolva abasteciendo el cilindro o “cañón” que está a alta temperatura. En su interior, el husillo o doble husillo, empuja el material a lo largo del cilindro generando presión y elevando la temperatura para permitir el grado de fundido adecuado y modelado de la materia prima, en este caso un filamento plástico que posteriormente será cortado.
Los husillos son un tipo de tornillo de gran diámetro y longitud. Según el número de husillos podemos encontrar extrusoras mono husillo o de doble husillo o más.
Proceso de peletización de plástico
En el proceso de granceado o peletización, el polímero se corta en pellets después de que se haya enfriado y solidificado. La Microex 3D y la Microex CP Twin son peletizadoras de filamento, es decir, que el material plástico derretido sale de la maquinaria peletizadora en forma de filamento y se introduce en el sistema de enfriamiento (por aire en la MicroEx 3D y agua en MicroEx CP). Posteriormente se seca para evitar el exceso de humedad y el filamento se corta con una cuchilla giratoria para obtener pequeños cilindros cortados en ángulo recto.
MicroEx 3D es una línea de extrusión de filamentos 3D, con extrusora de husillo simple Microex, 17,5 mm. Tiene troquel de filamento, extracción de la unidad de enfriamiento por aire, bobinadora y pantalla táctil. Adicionalmente se puede utilizar su peletizador de filamentos para usar la máquina como mezclador monohusillo.
Peletizadora de plástico doble husillo, Microex CP Twin
Microex CP Twin es la primera extrusora de doble husillo de la gama de máquinas Microex (podéis ver la gama completa en nuestro post Micro extrusoras para pruebas de extrusión de film y fibras plásticas). Extruye y grancea el material reciclado gracias al doble husillo tipo co-rotativo de 12 mm de diámetro. Las extrusoras de doble husillo representan varias ventajas respecto a las mono husillo:
Mayor capacidad de mezcla. La interpenetración de los tornillos y la amplia diversidad de diseños de tornillo permiten un mejor ajuste del grado de cizallamiento/mezcla.
Mejor control de los parámetros de los procesos. Distribución acotada de los tiempos de permanencia, menor dispersión de las tasas de cizallamiento y tensión, mayor transferencia de calor por convección, y control exacto del perfil de temperatura.
Mayor productividad de los procesos. Capacidad de gestionar una más amplia variedad de materias primas y de formulaciones de mezcla, tornillos con velocidad que compensa el desgaste de los mismos, menores tiempos de inactividad.
Diámetro husillo: 12 mm – Perfil de doble husillo Eurotech Lab Design.
Relación L/D: 40: 1.
Potencia total instalada: 3 kW.
Si necesitáis extrusoras peletizadoras con mayor capacidad de producción para hacer vuestra pruebas, en nuestro post Extrusoras de compuestos plásticos para laboratorio encontraréis varios modelos con capacidad de producción entre 7 y 55 kg/h.
Si queréis más información de peletizadoras y extrusoras de laboratorio, dejadnos un comentario o escribidnos a info@fabiodanze.com.
Uno de los problemas de la impresión flexográfica es el mal ajuste de los clichés en los rodillos, provocando errores de registro que se traducen en una mala impresión del producto. Las colocadoras o montadoras de clichés automáticas solucionan este problema colocando los clichés (planchas flexibles de fotopolímero) sobre los rodillos de la impresora flexográfica de manera precisa y rápida.
En nuestro post Montadores de clichés para banda estrecha y etiquetas vimos la soluciones que aportaba SYS TEC para los impresores de banda estrecha, hoy veremos una de sus mejores soluciones para los impresores de banda ancha, la colocadora de clichés STAR 9.
STAR9, montador de clichés automático para impresoras flexo
Montadora automática de clichés Star9 de Sys Tec Converting.
Configuración
Apertura en voladizo del mandril al aire, para un fácil cambio de camisas de impresión.
2 cámaras digitales HD con USB 3.0 para mayor velocidad de fotogramas en vivo.
Monitor de pantalla táctil.
Cámaras motorizadas, con motores paso a paso y sistema TOUCHLESS SLIDING (patente pendiente): simplemente poniendo una mano delante de ellas las cámaras la seguirá.
Codificador para controlar la posición de las cámaras.
Rotación de mandril motorizada, con mando a pedal, con caja de cambios de primera calidad, perfecta para MONTAJE ESCALONADO.
Encoder rotativo absoluto para controlar el ángulo del mandril.
Rodillo de presión con «superficie grabada con muescas».
Mesa de montaje doble.
Sensor para posicionamiento automático del mandril en altura, según repetición del manguito.
El nuevo SOFTWARE PHOTOSPLIT para Windows 10, con la asombrosa función «ASISTENTE DE MONTAJE».
Sistema de montaje automático i-TABLE.
Ciclo de pegado automático de la placa.
i-TABLE, sistema de montaje automático inteligente
i-Table es el nuevo sistema de montaje automático disponible para las máquinas de montaje de placas SYS TEC para el posicionamiento automático de las placas flexográficas en la posición de montaje correcta. Es una mesa robotizada inteligente, puede moverse con 3 grados de libertad colocando las placas con precisión centesimal. Funciona en combinación con cámaras digitales avanzadas, reconociendo las marcas en cruz en los clichés y comparándolos automáticamente con la imagen virtual de referencia, y luego ajustando la posición de la plancha en la funda. El sistema proporciona el posicionamiento automático de los clichés en el manguito y el pegado en la cinta con el rodillo prensador automático.
Funcionamiento del i-Table
El operador simplemente coloca el cliché sobre la mesa, luego la máquina proporciona los siguientes pasos:
Reconocimiento automático de las marcas en cliché y comparación con la imagen virtual.
Ajuste automático de los clichés a la posición de destino.
Fijación automática de los clichés en el adhesivo con rodillo prensador.
Ventajas del i-TABLE
Funciona con cualquier tipo de cruz o patrón de registro del cliché.
Alta precisión de montaje.
Reducción del tiempo necesario para montar el cliché.
Eliminación del error humano al montar los clichés.
Repetibilidad de trabajos.
La tecnología más avanzada disponible en el mercado.
Para más información sobre montadoras de clichés, dejadnos un comentario o escribidnos a info@fabiodanze.com.
Hoy os hablaremos de las máquinas de Ming Jilee para fabricar filtros FFP2, FFP3, quirúrgicos e higiénicos para mascarillas de tela reutilizables. Las mascarillas de tela con filtro nos permite tener una mascarilla de tela personalizada a nuestro gusto, lavable para su reutilización y perfectamente homologadas según las normativas necesarias (UNE-EN149:2001+A1 para mascarillas autofiltrantes FFP1, FFP2 y FFP3, EN 14683:2019+AC:2019 para mascarillas quirúrgicas y UNE 0065 para mascarillas higiénicas reutilizables). Una opción más a sumar a las máquinas que os mostramos anteriormente en nuestros posts Máquinas para hacer mascarillas FFP2, FFP3 y Meltblown y Máquinas para hacer mascarillas quirúrgicas.
Ejemplos de mascarillas de tela reutilizables con filtros confeccionados por las máquinas de Ming Jilee.
En las características técnicas veréis que las máquinas tienen 3 grupos de desbobinado, es decir, pueden utilizar hasta 3 bobinas de material. En ocasiones se habla de que las mascarillas quirúrgicas son de 3 capas, las FFP2 de 4 o 5 y las FFP3 de 6. Aunque la mayoría de fabricantes lo hacen así, el factor determinante es la Eficacia de Filtración Bacteriana (EFB o BFE en inglés), y la presión diferencial del material, con lo que 3 capas puede ser más que suficiente para obtener un filtro FFP2. Además, si recordáis nuestro post Extrusora de Spunbond-Meltblown-Spunbond para mascarillas, la SM Combi nos permitía extruir una bobina del trilaminado SMS (tres capas de spunbond-meltblown-spunbond), con lo cual podría darse el caso hipotético de fabricar un filtro de hasta 9 capas.
Ventajas de las máquinas para confección de filtros para mascarillas reutilizables de tela
Menor consumo de material tejido no tejido (TNT). Al reutilizar el cuerpo de la mascarilla lavándola y cambiando el filtro, nos permite un menor consumo en material plástico tejido no tejido (spunbond, meltblown o nanofibras), lo que supone una ventaja a nivel ecológico y un menor coste en este material. Tenéis más información de materiales en nuestro post Material para mascarillas y tejido no tejido sanitario.
Menor coste económico que las máquinas de confección automática de mascarillas quirúrgicas y autofiltrantes FFP2, FFP3.
Fácil integración en empresas del sector textil que quieran ampliar su oferta de mascarillas higiénicas con mascarillas de tela reutilizables FFP2 o quirúrgicas.
Máquina confección filtros FFP2 y FFP3 para mascarillas de tela reutilizables
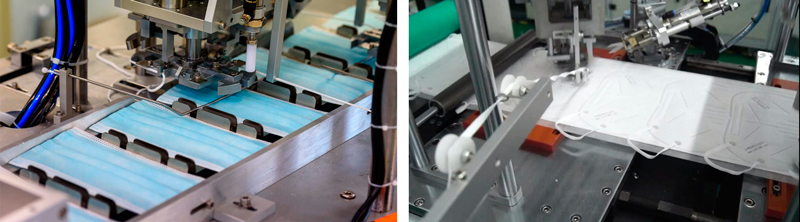
La máquina para confección de filtros para mascarillas reutilizables MGA-MSK-FTS, es ideal para filtros de mayor grosor como pueden ser los filtros FFP2 y FFP3. La máquina corta y une las capas de material TNT con soldadura ultrasónica.
Características técnicas
3 dispositivos de desbobinado.
1 soldador ultrasónico 15K 2600 W.
1 molde de soldadura y corte.
1 servomotor.
Velocidad de 25-40 piezas/min según el grosor de material.
Cubierta de seguridad CE.
Potencia local: 220 V, 1 fase.
Equipo de tampografía (opcional).
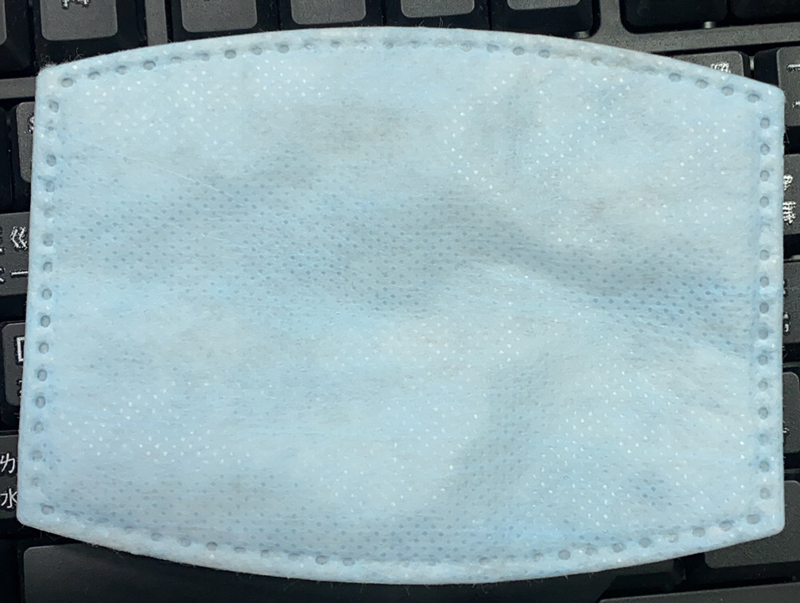
Filtro FFP2 para mascarillas reutilizables de tela confeccionado con la MGA-MSK-FTS de MIng Jilee.
Máquina confección filtros quirúrgicos o higiénicos para mascarillas de tela reutilizables
La máquina para confección de filtros para mascarillas reutilizables MGA-MSK-FTS-R, está pensada para filtros de menor grosor como pueden ser los filtros para mascarillas quirúrgicas o higiénicas. Al igual que la MGA-MSK-FTS, la máquina corta y une las capas de material TNT con soldadura ultrasónica.
Filtro para mascarillas quirúrgicas o higiénicas de tela reutilizables confeccionado con la MGA-MSK-FTS-R de Ming Jilee.
Características técnicas
3 dispositivos de desbobinado.
1 soldador ultrasónico 20K 1500 W.
Cortador giratorio para cortar la forma cuadrada especial.
Motor de CA con control de velocidad del inversor.
Velocidad: 75 – 110 piezas/min según el grosor de material.
Cubierta de seguridad CE.
Potencia local: 220 V, 1 fase.
Para saber más de las máquinas confeccionadoras de filtros para mascarillas de tela reutilizables, dejadnos un comentario o escribidnos a info@fabiodanze.com.
Hoy os hablaremos de gomas elásticas, twist bands (o tira twist) y clip bands para fabricación automática de mascarillas higiénicas, quirúrgicas y autofiltrantes FFP1, FFP2, y FFP3. De esta manera completamos lo explicado en nuestro post Material para mascarillas y tejido no tejido sanitario donde os hablábamos de las capas de tejido no tejido (TNT) que conforman el cuerpo de las mascarillas.
Gomas para mascarillas higiénicas, quirúrgicas y autofiltrantes FFP1, FFP2 y FFP3
Aunque las mascarillas quirúrgicas pueden utilizar tiras de tejido no tejido y las mascarillas higiénicas material parecido al cuerpo de las mascarillas, lo más habitual es utilizar gomas elásticas hipoalergénicas para su sujeción. Los materiales más utilizados para su fabricación son las fibras y microfibras de poliéster, y las fibras de nailon (nylon en inglés). El nailon y el poliéster son polímeros termo plásticos con algunas propiedades similares (resistencia al moho, resistencia al estiramiento, resistencia a los rayos UV) y algunas diferencias. Vamos a verlas.
Gomas para mascarillas higiénicas, quirúrgicas y autofiltrantes (FFP1, FFP2, FFP3).
Ventajas y desventajas de las gomas de nailon (nylon) y poliéster para mascarillas
Las gomas para mascarillas de nailon tienen un tacto más suave que las gomas de poliéster, que tienen un tacto más fibroso. Si tenéis las orejas sensibles, podéis probar las gomas de micropoliéster, que al tener las fibras más finas que las de poliéster normal, dan una suavidad mayor aunque no tanta como las de nailon. El nailon tiene una mayor resistencia al estiramiento que el poliéster, con lo cual es más difícil que se rompa o se deforme con el uso.
Las ventajas de las gomas para mascarillas de poliéster y micropoliéster es que tienen un punto de fusión más elevado que el nailon y que son más económicas. El punto de fusión del poliéster es de 260 ℃ y el del nailon 254 ℃, esto es importante porque si la máquina automática calienta excesivamente la goma, esta no se pegará adecuadamente a la mascarilla y nos quedaremos con la goma en la mano.
Las gomas de poliéster, micropoliéster y nailon se utilizan sin problemas en la gran mayoría de máquinas automáticas para confección de mascarillas, pero vale la pena tener presente las ventajas de unas y otras para escoger la mejor opción.
El elástico redondo utilizado en la fabricación de mascarillas tienen un diámetro menor que los elásticos tubulares, que al ser más gruesos tiene más fuerza elástica y soportan mejor el peso más elevado de las mascarillas autofiltrantes.
Las mascarillas higiénicas y quirúrgicas suele utilizarse elástico redondo de 3 mm y 3,3 mm y elástico tubular de 4 mm. Las mascarillas autofiltrantes FFP1, FFP2 y FFP3 suele utilizarse elástico tubular de 4,5 mm y 5 mm.
A la izquierda elástico redondo para mascarillas higiénicas y quirúrgicas, a la derecha elástico tubular para mascarillas autofiltrantes FFP1, FFP2 y FFP3.
Evitar el problema de enredado y nudos en las gomas para mascarillas
El enredado y formación de nudos en las gomas para mascarillas es uno de los problemas con que se han encontrado algunos fabricantes durante el proceso de producción. Algunos proveedores envían las gomas elásticas en sacos sin mucho cuidado y estas se enredan y anudan provocando la parada de la máquina de confección automática de mascarillas. Para evitar este parón con la consecuente bajada de producción y posible contratiempo con los plazos de entrega, nuestro fabricante y proveedor ha ideado la manera de colocar las gomas para que no tengan este problema y las máquinas de confección automática para mascarillas puedan funcionar perfectamente.
Máquinas automáticas de confección de mascarillas quirúrgicas y FFP2 soldando las gomas elásticas.
Twist band y clip band, pinza nasal para mascarillas
Twist band para mascarillas FFP1, FFP2 y FFP3
Mascarilla FFP2 con clip band.
El clip band es un sistema de cierre de polipropileno reforzado con 2 alambres en los extremos que se usa en mascarillas autofiltrantes (FFP1, FFP2, FFP3) para ajustar la mascarilla a la nariz del usuario. El alambre siempre está recubierto y no sobresale de su recubrimiento garantizando la máxima comodidad. Nuestro fabricante y proveedor nos ofrece un bobinado perfecto en paralelo o cruzado para garantizar el funcionamiento continuo y perfecto de las máquinas. Tenemos disponibles los siguientes modelos, todos con opción de banda adhesiva, en colores blanco, negro, rojo, naranja, azul, verde, amarillo, gris, marrón y dorado (otros colores bajo pedido):
Diámetro del alambre
Ancho de Clip – Band
Bobinas
0,58
5 mm
1.500 m otras medidas bajo pedido
0,6 mm
8 mm
500-600 m otras medidas bajo pedido
0,7 mm
8 mm
500-600 m otras medidas bajo pedido
En caso de preferir tiras en vez de bobinas, se hacen pedidos a medida.
Twist band o tira twist para mascarillas quirúrgicas e higiénicas
Tiras twist (twist bands) de colores para mascarillas quirúrgicas e higiénicas.
En las mascarillas quirúrgicas e higiénicas se suele utilizar la tira twist o twist band, sistema de cierre de polipropileno reforzado con 1 alambre en el centro. Al igual que en el clip band, los alambres siempre están recubiertos bobinados perfectamente para el funcionamiento óptimo de las máquinas de confección automática de mascarilla. Tenemos disponibles los siguientes modelos en colores blanco, negro, rojo, naranja, azul, verde, amarillo, gris, marrón y dorado(otros colores bajo pedido):
Diámetro del alambre
Ancho de Clip – Band
Bobinas
0,42 mm
3 mm
1.000 m
0,58 mm
3 mm
1.000 m
Si necesitáis gomas, clip bands o twist bands para mascarillas y queréis más información, dejadnos un comentario o escribidnos a info@fabiodanze.com.
Primero de todo recordaremos que son las bolsas con asa camiseta y como se miden para posteriormente entrar en materia con las características de las máquinas selladoras.
¿Qué es una bolsa plástica de asa camiseta?
Es una bolsa plástica que por la forma de sus asas recuerda a una camiseta de tirantes. Se utiliza mucho en supermercados porque son baratas, muy resistentes y pueden estar impresas, con lo que cumplen perfectamente la función de transporte y publicidad.
Para las bolsas tipo camiseta se usa un fuelle o dobladura que permite expandir el volumen de la bolsa para poder aumentar su capacidad de transporte. En la máquina confeccionadora de bolsas, la película plástica —ya sea de polietileno de alta densidad (HDPE), polietileno de baja densidad (LDPE), polietileno reciclado o bioplástico compostable— se divide transversalmente y unos cabezales sellan con calor la cabeza y la base de la bolsa a la vez que corta la bolsa por ambos extremos.
Bolsa de plástico tipo asa camiseta blanca.
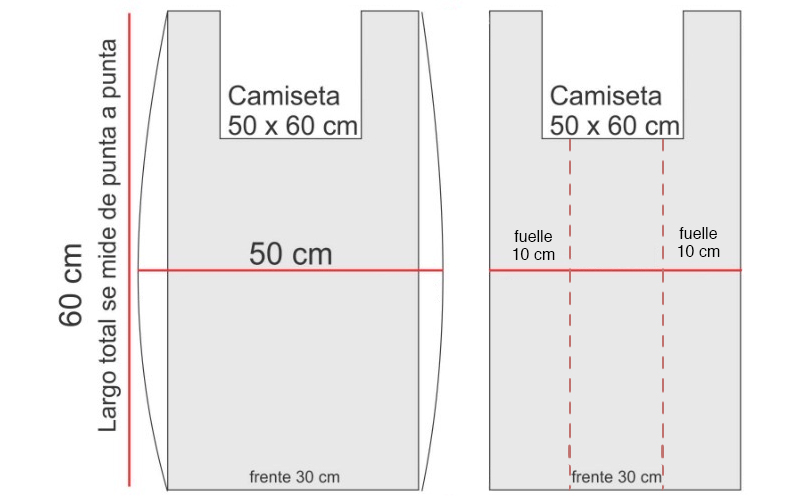
¿Cómo se mide una bolsa camiseta?
Cuando medimos una bolsa de asa camiseta utilizamos principalmente dos medidas, el ancho total y la longitud.
Para medir el ancho total debemos de tener en cuenta el fuelle de la bolsa, por lo que tenemos que coger la bolsa por los dos lados y desplegarla completamente para medirla o podemos medir el fondo de la bolsa y sumarle la medida de ambos fuelles.
Para obtener el alto o longitud de la bolsa, medimos desde el principio de las asas hasta la base de la bolsa (tened presente que suelen encoger 1 cm en el sellado con calor).
Las dos maneras de medir el largo y el ancho total de una bolsa camiseta. A la izquierda midiendo el ancho con la bolsa desplegada y a la derecha sumando el ancho de los dos fuelles al ancho del frontal.
Legislación para las bolsas plásticas en España a partir del 1 de enero de 2021
Las bolsas muy ligeras son aquellas de menos de 15 micras de espesor y pueden entregarse gratuitamente. Las bolsas ligeras, las de espesor entre 15 y 49 micras, se seguirán cobrando al consumidor.
Las bolsas compostables se marcarán conforme a la normativa comunicada por el MAPAMA (Ministerio de Agricultura y Pesca, Alimentación y Medio Ambiente).
Máquinas automáticas para hacer bolsas tipo camiseta con fuelle lateral
Dentro de las máquinas automáticas para bolsas camiseta, veremos las de una sola línea de producción, las de dos, y las de tres. Cuantas más líneas de producción, más capacidad productiva. Todas ellas, aparte de las bolsas camisetas, pueden confeccionar bolsas con fuelle de asa troquelada o sin asas.
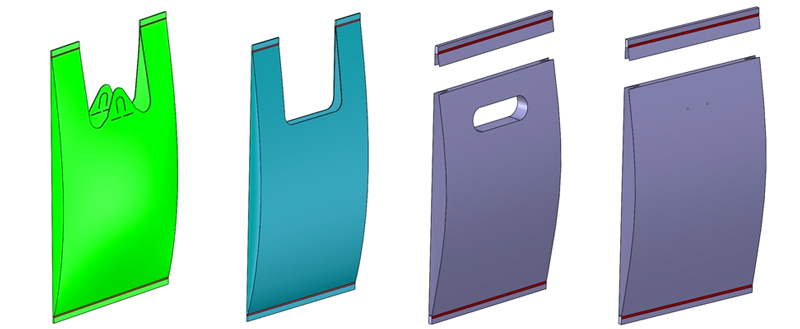
Todos los tipos de bolsas plásticas fabricables con las máquinas automáticas para bolsas camisetas. Bolsa asa camiseta, bolsa asa troquelada y bolsa sin asas.
Como hemos visto anteriormente, todas aquellas bolsas de espesor menor a 50 micras (bolsas ligeras y muy ligeras), deben utilizar solamente materiales compostables. Así pues, en aquellas de 50 micras o más, se podrá utilizar polietileno de alta densidad (HDPE), polietileno de baja densidad (LDPE), polietileno reciclado o bioplástico compostable.
Máquinas automáticas de bolsas camisetas de única línea de producción
Máquina automática para bolsas camiseta de línea única de producción.
Como veremos en la tabla siguiente, las máquinas automáticas para fabricar bolsas tipo camiseta de una sola línea nos permiten un nivel de producción entre 250 y 350 piezas/min.
MS-425 GP
MS-500 GP
MS-600 GP
Ancho de la bolsa
450 mm
450 mm
550 mm
Longitud de la bolsa
280-700 mm
280-700 mm
350-1000 mm
Espesor de película
0,007-0,030 mm
0,007-0,030 mm
0,012-0,070 mm
Velocidad de producción (piezas/min)
350
300
250
Consumo total de aire
300 l/min.
250 l/min.
300 l/min.
Potencia total instalada
15 kW
15 kW
15 kW
Máquinas automáticas de bolsas camisetas con doble línea de producción
Máquina automática para bolsas camiseta con doble línea de producción.
Las soldadoras automáticas para sellar bolsas tipo camiseta con doble línea de producción nos permiten confeccionar entre 250 y 300 piezas/min. por línea, es decir un total entre 500 y 600 piezas/min.
HS-800 P
HS-1050 P
HST-800 P
HST-1050 P
Líneas de producción
2
2
2
2
Ancho de película
1000 mm
1500 mm
1000 mm
1500 mm
Diámetro de la bobina
1000 mm
1000 mm
1000 mm
1000 mm
Ancho de la bolsa
320 mm x 2
450 mm x 2
320 mm x 2
450 mm x 2
Longitud de la bolsa
280-700 mm
280-800 mm
280-700 mm
280-800 mm
Espesor de la película
0,007-0,030 mm
0,007-0,030 mm
0,012-0,050 mm
0,012-0,050 mm
Velocidad de producción (piezas/min)
300 x 2
250 x 2
250 x 2
250 x 2
Consumo total de aire
600 l/min.
600 l/min.
600 l/min.
700 l/min.
Potencia total instalada
20 kW
20 kW
20 kW
28 kW
Máquinas automáticas de bolsas camisetas con triple línea de producción
Máquina automática para bolsas camiseta con triple línea de producción.
Las selladoras automáticas para soldar bolsas tipo camiseta con triple línea de producción nos permiten confeccionar entre 250 piezas/min. por línea, es decir un total 750 piezas/min.
HS-1150 P
HST-1150 P
Cantidad de líneas
3
3
Ancho de película
1600 mm
1600 mm
Diámetro de la bobina
1000 mm
1000 mm
Ancho de la bolsa
320 x 3 mm
320 x 3 mm
Longitud de la bolsa
280-700 mm
280-700 mm
Espesor de la película
0,010-0,030
0,010-0,050
Velocidad de producción
250 x 3 (piezas / min)
250 x 3 (piezas / min)
Consumo total de aire
700 l/min.
700 l/min.
Potencia total instalada
23
23
Características técnicas de las confeccionadoras automáticas de bolsas camisetas con fuelle lateral
Unidades de desenrollado, guiado de bordes, corte en caliente y doble fuelle
Unidad hidráulica de elevación, guiado de bordes y desenrollado de rodillos.
Sistema de corte con cuchilla en caliente simple.
Sistema de fuelle con mecanismo de fácil ajuste.
Unidad de corte y sellado
Sistema de control de servomotor e inversor.
Longitud de la bolsa: el número de configuración se puede cambiar a través de la pantalla.
Conteo de bolsas: la velocidad de la máquina se puede ver en la pantalla.
Hay una fotocélula. Capacidad para producir bolsas impresas y bolsas no impresas.
Capacidad para trabajar con polietileno de alta densidad (HDPE), polietileno de baja densidad (LDPE) y polietileno reciclado.
La máquina se detendría y daría información en la pantalla cuando «La bobina está vacía», «La marca de impresión no está en la posición correcta», «Las bolsas están atascadas en el área de soldadura».
Todas las bolsas se apilan en alfileres fríos y calientes que se encuentran a 10 cm dentro del lado del asa de la bolsa.
Gracias a la unidad de zigzag, las líneas de soldadura no se superponen a la línea de soldadura de la otra bolsa.
Sección de perforación de bolsas
Funcionamiento completamente automático con Siemens Plc y Siemens Operator Panel.
La longitud de la bolsa se ingresa en el panel del operador. Entonces la máquina funciona de forma completamente automática. No es necesario ajustar las posiciones del sensor cuando haya cambiado la longitud.
Cilindros hidráulicos independientes, válvulas, motores y sistema de interruptores de ajuste de presión para una calidad de corte perfecta.
Extractores de válvula neumática y pistón para punzonado de residuos para cada línea.
El disco inferior es girado por un motor de CA para cambiar el punto de corte de la cuchilla perforadora.
Los paquetes de bolsas están dispuestos en una fila en el transportador. El transportador está incluido en la máquina de serie. La cinta transportadora extensible le ahorra tiempo para empaquetar.
Para más información de las máquinas para bolsas camiseta, dejadnos un comentario o escribidnos a info@fabiodanze.com
En el post de hoy os hablaremos de la MGA-NSHC y la MGA-NSC, las máquinas automáticas para fabricar calzas y gorrosdesechables de tejido no tejido (TNT) de polipropileno (PP) de nuestra representada Ming Jilee.
MGA-NSHC, máquina automática para fabricar calzas sanitarias desechables de tejido no tejido
Calzas, cubrezapatos o cubrecalzado de tejido no tejido de polipropileno (PP) confeccionados con la máquina automática MGA-NSHC de Ming Jilee.
Las calzas, cubrezapatos o cubrecalzados desechables, son unas fundas impermeables de polietileno (PE), polietileno clorado (CPE) o polipropileno (PP) con un elástico en la apertura de las mismas para una buena fijación al tobillo. Se colocan sobre el calzado para preservar las condiciones higiénicas en ambientes sanitarios (consultas médicas, hospitales, laboratorios, fábricas de productos sanitarios) o en la industria alimentaria para evitar el contacto de los alimentos con bacterias y suciedad. La MGA-NSHC confecciona calzas desechables de tejido no tejido (TNT) de polipropileno (PP), un material que permite una buena transpiración y no produce pelusas, lo que reduce la posibilidad de contaminación.
Características técnicas de la MGA-NSHC
3 juegos de soldadores ultrasónicos continuos: 20 Khz, 1500 W.
1 desbobinador de tejido no tejido.
2 Desenrolladores de tiras elásticas.
Velocidad de producción: 45-75 piezas / min.
Peso neto de la máquina: 620 kg.
Dimensión de la máquina: 1500 mm (longitud) × 1400 mm (ancho) × 1700 mm (altura).
Potencia: 220 V, monofásico.
MGA-NSC, máquina automática para fabricar gorros desechables de tejido no tejido
Gorros desechables de tejido no tejido (TNT) de polipropileno (PP) plegados en acordeón confeccionados con la máquina automática MGA-NSC de Ming Jilee.
Las cofias, gorros circulares, gorros acordeón o gorros redondos desechables, al igual que las calzas, se utilizan para prevenir al máximo las medidas higiénicas. Su función es evitar la caída de cabellos con la posible contaminación bacteriológica en espacios sanitarios o de producción alimentaria. La MGA-NSC confecciona gorros circulares o redondos de tejido no tejido (TNT) de polipropileno (PP) con un filo elástico que permite ajustar fácilmente el tamaño del gorro a cualquier persona.
Características técnicas de la MGA-NSC
3 juegos de soldadores ultrasónicos continuos: 20 Khz, 1500 W.
1 desbobinador de tejido no tejido.
2 Desenrolladores de tiras elásticas.
Velocidad de producción: 60-90 piezas / min.
Peso neto de la máquina: 720 kg.
Dimensión de la máquina: 3500 mm (longitud) × 1000 mm (ancho) × 1350 mm (altura) mm.
Potencia: 220 V, monofásico.
Si queréis más información de las máquinas para fabricar calzas y gorros desechables de TNT, dejadnos un comentario escribidnos a info@fabiodanze.com.
Si os habéis quedado con ganas de saber más sobre tejido no tejido sanitario, o queréis saber más de máquinas para productos desechables, os recuerdo algunos de nuestros posts anteriores:
Carrer de la Cisa, 22 baixos – 08338 Premià de Dalt (Barcelona) Tel.: 937 529 011 – info@fabiodanze.com – www.fdtecsl.com
Utilizamos cookies en nuestro sitio web para ofrecerle la mejor experiencia al recordar sus preferencias y visitas repetidas. Al hacer clic en "Aceptar todas", usted consiente el uso de TODAS las cookies. Sin embargo, puede visitar "Configuración de cookies" para dar un consentimiento controlado.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duración
Descripción
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.