La línea de reciclaje Mini XTR 35 de la empresa italina Eurexma, nos permite el reciclado y regranceado de polímeros procesados de PE (HDPE, LDPE, LLDPE), PP, PA, PMMA, TPU, EVOH, EVA o biopolímeros. Su capacidad de reciclado de múltiples materiales plásticos y tejidos no tejidos, la convierten en una máquina muy versátil apta para todos aquellos fabricantes que quieran recuperar los recortes de material utilizado minimizando el impacto ecológico y económico al aprovechar al máximo el material comprado.
Reciclado y granceado de tejido no tejido sanitario (meltblown, spundbond, spunlace, etc.)
Si el reciclado y regranceado de material plástico es importante para todos los fabricantes, para aquellos que producen tejido no tejido sanitario todavía más. En nuestro post Material para mascarillas y tejido no tejido sanitario ya vimos las dificultades de encontrar proveedores de spunbond y sobre todo meltblown, materiales básicos en la fabricación de mascarillas quirúrgicas y autofiltrantes (FFP1, FFP2 o FFP3). Esta dificultad representa un mayor precio de mercado del material, con lo que el aprovechamiento de los recortes y su posterior reutilizado es una inversión altamente beneficiosa tanto a nivel económico como ecológico.
Características técnicas de la línea de reciclaje plástico Mini XTR 35
Polímeros procesados: HDPE, LDPE, LLDPE, PP, PA, PMMA, TPU, EVOH, EVA y biopolímeros.
Rendimiento: 20 kg / h con PE.
Potencia del motor de CA: 11 kW.
Potencia de termorregulación: 4 kW.
Tornillo DA: 35 mm.
Relación L / D: 30: 1.
Temperatura máxima: 350 ° C.
Presión: Max 350 bar – 100 bar condiciones de trabajo estándar.
Extrusor de un solo tornillo XTR 35
Adecuado para el procesamiento de pellets y microgránulos.
MOTOR: motor AC 11 kW.
TORNILLO: DA 35 mm, fabricado en acero nitrado 41CrAlMo7. Perfil de tornillo a definir.
BARRIL: fabricado en acero nitrado 41CrAlMo7.
Relación L / D: 30: 1.
MAX. VELOCIDAD DEL TORNILLO: 180 rpm.
MAX. TEMPERATURA DE TRABAJO: 300 ° C.
SÓTANO: placa fuerte para montaje de reductores y motores, pintura epoxi de alta resistencia, RAL9007 y RAL2004.
CAJA DE CAMBIOS: con cojinete de empuje de gran tamaño.
TOLVA: Tolva de alimentación, acero inoxidable, con tubo de descarga. Zona de alimentación con cámara de enfriamiento, sistema de fácil limpieza con placas de aluminio, fácilmente extraíble para limpiar la cámara de enfriamiento por agua.
EXTRACCIÓN DE TORNILLO: sistema de extracción de tornillo fácil de la parte posterior de la extrusora, para facilitar las operaciones de limpieza y mantenimiento.
TERMO-CONTROL: 3 zonas termocontroladas con calentadores de alta resistencia, sensores de temperatura y ventiladores para estabilización de temperatura, potencia instalada calefacción: 1000 W cada zona. Hebra muere.
Tanque de enfriamiento de agua
Estructura de acero tubular con placas de tierra de alta resistencia para una mejor estabilidad.
Tanque de acero inoxidable, regulable en altura.
Guías de hilos con rollos de aluminio, 2 sobre la superficie del agua y 2 debajo, con ajuste de posición independiente.
Tuberías de conexión de entrada y salida con bomba de agua e intercambiador de calor (enfriadora no incluida).
Túnel de secado al aire
Estructura de acero tubular con placas de tierra de alta resistencia para una mejor estabilidad.
Túnel de acero inoxidable, con tapa abatible.
Rodillos ranurados de entrada y salida para guiado de hilos.
Ventilador de CA para construcción de acero inoxidable.
Pelletizador de hilo T50
Sótano realizado en acero.
1 Cortador, fabricado en acero templado.
1 Contracuchilla.
1 Unidad de arrastre con rollo grabado y rollo recubierto de goma extraíble. Movimiento ascendente-descendente del rodillo de goma con cilindro neumático.
Sistema de limpieza de aire comprimido.
Cámara de peletización con ventana de PC para inspección
Motor AC 0,75 KW.
Canal de salida fabricado en acero inoxidable.
Velocidad de corte: 5 a 50 m / min.
Capacidad: hasta 50 Kg / h.
Armario eléctrico + Panel de control principal
Armario electrónico principal con todos los componentes eléctricos de la línea, interruptor principal de alimentación, termorregulación, inversor, PLC, grupo para manejo de emergencias y protecciones.
Panel de pantalla táctil de 10” y software de gestión de máquina con los siguientes sistemas de control y protección: -Termorregulación con relé SSR, visualización del set point de temperatura en el panel, indicador led de zona de calefacción, refrigeración o standby; alarma por sobre / baja temperatura, mal funcionamiento del amperaje de los calentadores y termopar roto. -Sistema de protección para arranque en frío. -Gestión de motores con inverter, con visualización de parámetros de velocidad y rpm y amperaje en tiempo real. -Gestión del transductor de control de presión (si está instalado) con visualización de barras en tiempo real y posibilidad de configurar alarma y umbral.
Protección: el sistema de control incluye la siguiente protección: -Motores Absorción extrema: 2 umbrales, alarma visual y acústica y parada de seguridad de la máquina. -Temperatura extrema: 2 umbrales, alarma visual y acústica y parada de seguridad de la máquina. -Temperatura mínima: el motor de la extrusora no tiene permiso para arrancar si no se ha alcanzado la configuración de temperatura Puerto LAN para la conexión de la máquina a Internet para la conexión de servicio remoto Puerto USB para exportar recetas y parámetros de la máquina (archivos .csv).
Si te planteas iniciar la fabricación de mascarillas quirúrgicas y buscas en Internet cómo esterilizarlas, encontrarás información abundante de como hacerlo para su reutilización, pero no tanta sobre los procesos de esterilización necesarios durante su producción y envasado para poder cumplir la Directiva 93/42/CEE y la norma armonizada EN 14683:2019+AC:2019. Vamos a ver que es la esterilización y algunas de las soluciones para conseguirlo.
Diferencia entre limpieza, tratamientos de desinfección y esterilización
La limpieza es la eliminación de la suciedad de las superficies empleando agua y detergentes. Este proceso no mata a los microorganismos pero los elimina físicamente de la superficie reduciendo su número y el consiguiente riesgo de infección. La limpieza a fondo es esencial antes de la desinfección y la esterilización.
La desinfección elimina todos o la mayoría de los microorganismos patógenos, generalmente usando una solución de un químico activo certificado. Es importante entender perfectamente qué desinfectante usar y cómo aplicarlo para proteger las superficies.
La esterilización destruye todos los microorganismos en superficies o líquidos para prevenir la transmisión de patógenos. La esterilización se puede lograr mediante métodos físicos, como calor, luz UV o mediante el uso de productos químicos con un alto nivel de actividad germicida.
Varios factores pueden afectar a la eficacia de estos tratamientos:
La efectividad de la limpieza realizada previamente.
La cantidad de material orgánico e inorgánico presente.
El tipo y el nivel de contaminación microbiana.
La concentración y el tiempo de exposición al desinfectante.
Las características físicas del objeto a tratar, en particular las formas y superficies complejas.
La presencia de biofilms.
La temperatura y humedad relativa del área a tratar.
Uso de bactericidas y viricidas para la esterilización en fabricación de mascarillas
Imagen extraída de https://www.ocu.org/vivienda-y-energia/equipamiento-hogar/consejos/viricidas-hogar
Los bactericidas son sustancias destinadas a producir la muerte de bacterias, mientras que los viricidas (término correcto aunque se esté popularizando el término virucida) producen la muerte de virus.
Como consecuencia de la pandemia generada por el coronavirus SARS-CoV-2, el Gobierno de España recomendó la desinfección de superficies para detener la transmisión del virus entre personas. Los productos viricidas autorizados y registrados en España que han demostrado eficacia frente a virus atendiendo a la norma UNE-EN 14476. Antisépticos y desinfectantes químicos. Ensayo cuantitativo de suspensión viricida de los antisépticos y desinfectantes químicos utilizados en medicina, los podéis encontrar en el Listado de Viricidas autorizados en España para uso ambiental (TP2), industria alimentaria (TP4) e higiene humana (PT1).
Luz UV-C para la esterilización en fabricación de mascarillas
Lámpara de UV-C. Foto extraída de https://www.evilaprojects.com/lamparas-desinfeccion/
Según la Comisión Internacional de la Iluminación (CIE en inglés), el uso de la radiación UV germicida puede reducir tanto la propagación por contacto como la transmisión de agentes infecciosos como bacterias y virus a través del aire. El UV germicida en el rango UV-C (200 nm–280 nm), principalmente 254 nm, se ha utilizado con éxito y de forma segura durante más de 70 años. Sin embargo, el uso inapropiado de luz UV-C puede dar lugar a problemas para la salud y la seguridad humanas y producir una desactivación insuficiente de los agentes infecciosos.
Existen tres sistemas de desinfección que se pueden utilizar usando UV-C (germicida) en espacios cerrados:
Radiación indirecta, colocando los equipos por encima de 2,3 m desde el suelo y dirigiendo su haz horizontalmente y hacia el techo. Podría haber personas en el interior de la habitación, siempre y cuando se asegure que la radiación ultravioleta que les incide no supera los máximos admisibles definidos en la Norma UNE-EN 62471. Actúa como germicida del aire en la zona radiada. Para incrementar su eficacia se recomienda usar sistemas para que el flujo del aire de la habitación se dirija a esta parte radiada superior.
Radiación directa, a todas las superficies de la habitación. No puede haber personas en el interior de la habitación durante el momento de la radiación debido a que se pueden superar los límites admisibles de radiación. Desinfecta el aire solo las superficies radiadas directamente pero no las zonas que están en la sombra. Puede haber sistemas mixtos de forma que generalmente esté activada la parte indirecta y solo cuando no hay personas, se radie también la parte directa.
Radiando en el interior de conductos del sistema de acondicionamiento de aire, en este caso se aplica la Norma UNE-EN ISO 15858.
Salas blancas y salas limpias para la esterilización en fabricación de mascarillas
Trabajador de fabricación de mascarilla en sala blanca. Imagen extraída de https://nomadgoods.com/products/face-mask-50-pack.
Popularmente se utilizan los términos «sala blanca» y «sala limpia» para referirse a lo mismo, una sala especialmente diseñada para obtener bajos niveles de contaminación. El ambiente del interior de este tipo de salas se encuentra bajo rigurosos sistemas de control para los siguientes parámetros:
Iluminación.
Geometría y acabados interiores.
Número y dimensiones de partículas en el aire.
Temperatura seca y distribución de la misma.
Temperatura húmeda y distribución de la misma.
Flujo de aire: velocidad y dirección, así como su distribución en la sala.
Presión interior del aire y su distribución.
Protección contra incendios.
Protección electrostática.
Hay quien afirma que la principal diferencia entre salas blancas y salas limpias se encuentra en los sistemas de ventilación y filtrado con los que cuentan. Las salas blancas determinarían la limpieza del entorno a través de contadores de partículas mientras que las salas limpias no eliminarían las partículas en suspensión que afectan a la producción (esto equipararía las salas limpias con las salas grises, recintos que cuentan con las mismas características que las salas blancas pero sin un tratamiento de filtrado y purificación del aire).
La norma ISO 14644 establece 11 preceptos que deben ser seguidos para que una sala blanca sea considerada respetuosa con el medio ambiente al mismo tiempo que segura. De acuerdo al primer apartado de la norma ISO 14644-1, se establece una clasificación de las salas de acuerdo con el nivel de exigencia en cuanto al tamaño y número de partículas máximas presentes en la habitación, desde la Clase ISO 1 a la Clase ISO 9, siendo la primera más restrictiva.
Clase
Número máximo de partíclulas/m3
≥0.1 µm
≥0.2 µm
≥0.3 µm
≥0.5 µm
≥1 µm
≥5 µm
ISO 1
10
–
–
–
–
–
ISO 2
100
24
10
–
–
–
ISO 3
1,000
237
102
35
–
–
ISO 4
10,000
2,370
1,020
352
83
–
ISO 5
100,000
23,700
10,200
3,520
832
–
ISO 6
1,000,000
237,000
102,000
35,200
8,320
293
ISO 7
–
–
–
352,000
83,200
2,930
ISO 8
–
–
–
3,520,000
832,000
29,300
ISO 9
–
–
–
35,200,000
8,320,000
293,000
Hemos contactado con Roberto Navarro Cenarriaga, ingeniero de proyectos en Labsom Cleanroom Solutions, empresa especialistas en diseños personalizados, instalación y gestión del mantenimiento de salas blancas y áreas estériles. En su opinión una sala blanca bajo un flujo de aire ISO 8 sería suficiente para la fabricación y embolsado de mascarillas. Actualmente no hay una legislación estricta que marque un camino u otro a seguir para conseguir los niveles de esterilización necesario, es por ello que el asesoramiento personalizado de expertos como Labsom Cleanroom Solutions es tan importante.
Para más información sobre esterilización en el proceso de fabricación de mascarillas déjanos un comentario o escríbenos a info@fabiodanze.com.
Hoy os hablaremos de la impresión en las mascarillas FFP2, FFP3, quirúrgicas e higiénicas. Veremos que es el marcado CE, las normas que deben seguir los fabricantes de mascarillas autofiltrantes, quirúrgicas e higiénicas para conseguir dicho marcaje. Posteriormente veremos una buena opción para realizar la impresión de mascarillas y envases en línea de producción con el marcado CE, y finalizaremos con la nueva impresora digital para la personalización de mascarillas con impresión a todo color.
¿Qué es el Marcado CE?
El marcado CE es el proceso mediante el cual el fabricante/importador informa a los usuarios y autoridades competentes de que el equipo comercializado cumple con la legislación obligatoria en materia de requisitos esenciales.
Marcado CE en mascarillas autofiltrantes (FFP1, FFP2, FFP3)
Las mascarillas autofiltrantes FFP1, FFP2 y FFP3 deben cumplir la norma UNE-EN149:2001+A1 donde se especifica todos los requerimientos para su legalización y posterior marcaje CE.
Marcado en el embalaje
Debe marcarse de forma clara y duradera en el embalaje más pequeño disponible comercialmente, o legible a su través si el embalaje es transparente, con la siguiente información:
El nombre, marca registrada u otros medios de identificación del fabricante o suministrador.
Marca de identificación del tipo: la clase apropiada (FFP1, FFP2 o FFP3) seguida de un espacio y “NR” en caso de no ser reutilizable o “R” si lo es.
Número y año de publicación de la Norma Europea.
Al menos, el año de expiración de vida útil.
La frase “véase la información suministrada por el fabricante”, al menos, en la(s) lengua(s) oficial(es) de los países en que se comercialice, o empleando el pictograma que se muestra en la figura 12b de la norma.
Las condiciones de almacenamiento recomendadas por el fabricante (al menos, temperatura y humedad) o el pictograma equivalente como se muestra en las figuras 12c y 12d de la norma.
El embalaje de las medias máscaras filtrantes que pasen el ensayo de obstrucción con dolomita deben marcarse adicionalmente con la letra “D” que se colocará a continuación del marcado de clasificación precedido por un espacio. Ejemplo: FFP2 R D.
Marcado en la mascarilla autofiltrante
Debe marcarse de forma clara y duradera la siguiente información:
Nombre, marca registrada u otros medios de identificación del fabricante o suministrador.
Marca de identificación del tipo como se hizo en el marcaje de embalaje: la clase apropiada (FFP1, FFP2 o FFP3) seguida de un espacio y “NR” en caso de no ser reutilizable o “R” si sí lo es. En caso de pasar el ensayo de obstrucción con dolomita se añada un espacio y la letra “D”. Ejemplo: FFP2 R D.
El número y año de publicación de la norma europea.
Marcado CE en mascarillas quirúrgicas
Las mascarillas quirúrgicas son Productos Sanitarios (PS) de clase I y se les aplica la Directiva 93/42/CEE. Para llevar el marcado CE debe cumplir con los requisitos establecidos en el anexo I de dicha directiva. El procedimiento de evaluación de la conformidad aplicable a la clase I de productos sanitarios es un procedimiento de autocertificación de acuerdo al anexo VII. Este procedimiento establece que el fabricante, bajo su responsabilidad hará la Declaración de conformidad y colocará el marcado CE en el producto, manteniendo a disposición de las autoridades competentes:
El expediente técnico del producto en el que se justifique y documente la conformidad del producto con los requisitos esenciales que le resulten de aplicación,
la documentación relativa al sistema de gestión de calidad implementado para la fabricación, así como los registros que evidencia que el sistema se aplica,
y la documentación recopilada del producto en fase de postproducción.
Finalmente, si el fabricante está ubicado en España, este deberá disponer de Licencia previa de funcionamiento otorgada por la AEMPS de acuerdo a lo establecido en el artículo 9 del Real Decreto 1591/2009, de 16 de octubre.
En el etiquetado consta el marcado CE que asegura que el producto cumple con la legislación, la referencia UNE EN 14683 que asegura el estándar de calidad, y el tipo de mascarillas: Tipo I, Tipo II o Tipo IIR.
Marcado CE en mascarillas higiénicas no reutilizable adultas e infantiles
Las mascarillas deben estar marcadas de manera clara y duradera en el embalaje más pequeño disponible comercialmente, o bien, dicho marcado debe ser visible y legible a través del embalaje si este es transparente. Asimismo, si la venta es a través de Internet, esta información también debe mostrarse en la página web.
El marcado para mascarillas higiénica no reutilizables adultas debe incluir:
el nombre, marca comercial o cualquier otro medio de identificación del fabricante o proveedor;
el número de este documento y la designación visible como sigue: “Especificación UNE 0064-1:2020. Mascarillas higiénicas no reutilizables. Requisitos de materiales, diseño, confección, marcado y uso. Parte 1: Para uso en adultos”;
la siguiente advertencia: “ADVERTENCIA: Este dispositivo no es un producto sanitario en el sentido de la Directiva 93/42 o del Reglamento UE / 2017/745, ni un equipo de protección individual en el sentido del Reglamento UE / 2016/425”;
el pictograma de la colocación de la mascarilla;
la advertencia de uso personal y no reutilizar.
El marcado para mascarillas higiénica no reutilizables infantiles debe incluir:
el nombre, marca comercial o cualquier otro medio de identificación del fabricante o proveedor;
la talla y el rango de edad (pequeña: 3-5 años, mediana: 6-9 años, grande: 10-12 años);
el número de este documento y la designación visible como sigue: “Especificación UNE 0064-2:2020. Mascarillas higiénicas no reutilizables. Requisitos de materiales, diseño, confección, marcado y uso. Parte 2: Para uso en niños”;
la siguiente advertencia: “ADVERTENCIA: Este dispositivo no es un producto sanitario en el sentido de la Directiva 93/42 o del Reglamento UE / 2017/745, ni un equipo de protección individual en el sentido del Reglamento UE / 2016/425”;
el pictograma de la colocación de la mascarilla;
la advertencia de uso personal y no reutilizar;
la advertencia sobre la supervisión por un adulto de la colocación, uso y retirada de la mascarilla.
Marcado CE en mascarillas higiénicas reutilizable adultas e infantiles
Las mascarillas deben estar marcadas de manera clara y duradera en el embalaje más pequeño disponible comercialmente, o bien, dicho marcado debe ser visible y legible a través del embalaje si este es transparente. Asimismo, si la venta es a través de Internet, esta información también se debe mostrar en la página web.
El marcado debe incluir:
el nombre, marca comercial o cualquier otro medio de identificación del fabricante o proveedor;
la talla y el rango de edad (talla niño pequeño: 3-5 años, talla niño mediano: 6-9 años, talla niño grande: 10-12 años, talla adulto);
el número de este documento y la designación visible como sigue: “Especificación UNE 0065:2020 Mascarillas higiénicas reutilizables para adultos y niños. Requisitos de materiales, diseño, confección, marcado y uso”;
la siguiente advertencia: “ADVERTENCIA: Este dispositivo no es un producto sanitario en el sentido de la Directiva 93/42 o del Reglamento UE / 2017/745, ni un equipo de protección individual en el sentido del Reglamento UE / 2016/425”;
el pictograma de la colocación de la mascarilla.
Máquina impresora inkjet térmico para marcado CE en mascarillas y embalaje
Para poder realizar el marcado de mascarillas y envases en línea de producción, nosotros proponemos la impresora de inkjet térmico (TIJ) Gx350i de la serie Gx de Domino, equipo de codificación especialmente diseñado para el marcaje utilizando varios cabezales de impresión, con una rápida transferencia de datos y para los entornos de producción más exigentes de numerosos sectores. Los cabezales de impresión pequeños se pueden montar hasta a 25 m del controlador con clasificación IP64. Una pantalla táctil de 10” con interfaz de usuario intuitiva permite un funcionamiento sencillo y sin errores, así como la introducción de datos directamente con las funciones incorporadas.
Fácil de integrar
Tamaño compacto: fácil integración del cabezal de impresión y montaje sencillo del controlador remoto.
EtherCAT opcional: rápida transferencia de datos y sincronización precisa para aplicaciones de control de movimiento.
Seguimiento, trazabilidad y serialización de artículos a través del protocolo Dynamark: conformidad con la norma 21 CFR Parte 11, rastreo de auditoría con una amplia administración de usuarios y documentación de validación disponible.
Manejo sencillo
Manejo y supervisión sencillos de la impresora con la pantalla táctil o a través de un navegador web.
Reconocimiento automático de cartuchos y configuración automática de parámetros de la tinta.
Para no interrumpir la producción, la función AutoSwap permite el cambio de cartuchos durante la impresión.
Manejo de cuatro cabezales de impresión desde un controlador para obtener una altura de la etiqueta de hasta 50,8 mm o para varias aplicaciones individuales.
Marcado de paquetes de mascarillas en línea de producción.
Codificación limpia y nítida
Impresión con calidad gráfica en papel, tarjetas, plástico, metal y muchos otros materiales.
Diseño flexible de etiquetas: texto, contadores, relojes, gráficos, logotipos y códigos de barras, todos ellos se pueden incluir en la misma etiqueta.
Legibilidad de código de grado A (ISO 15415) con las tintas de Domino en códigos DataMatrix de alta densidad.
Cabezales de impresión de la Serie Gx
Se ajustan a la perfección, requiriendo un espacio de tan solo 15,2 x 5,09 x 2,85 cm y tres opciones de conector (frontal, posterior y superior).
Los indicadores LED indican los estados de la impresora, por ejemplo, los cartuchos que han de sustituirse.
Libre de mantenimiento: con el cambio del cartucho de tinta se reemplazan todas las piezas desgastadas de la impresora.
Codificación sin errores con la configuración automática de parámetros de la tinta.
Interfaces de usuario
Funcionamiento sencillo con la interfaz QuickStep en la pantalla táctil o a través del navegador web en su HMI.
Las pantallas de monitorización muestran información en tiempo real de la impresora; la conexión a Domino Cloud añade la supervisión y el diagnóstico remotos.
Posibilidad de definir los niveles de acceso para garantizar una manipulación segura.
La creación y edición de etiquetas son sencillas con el generador de etiquetas de QuickStep o nuestro software de diseño para ordenador.
Soluciones de automatización de la codificación para rellenar los datos directamente desde una base de datos y controlar los cambios desde su sistema ERP o MES.
Especificaciones técnicas
Dimensiones del controlador: Altura: 123,9 mm / Anchura: 322,4 mm / Profundidad: 250,7 mm / Peso: 6,4 kg.
Dimensiones del cabezal de impresión: Altura: 152 mm / Anchura: 50,9 mm / Profundidad: 28,5 mm / Peso: 0,22 kg.
Cables del cabezal de impresión: 3, 6, 12 o 25 m.
Cabezales de impresión por controlador: Hasta cuatro cabezales de impresión para una mayor altura del mensaje o impresión individual en hasta cuatro posiciones diferentes.
Altura de impresión: Un cabezal de impresión: 12,7 mm. Dos cabezales de impresión: 25,4 mm. Tres cabezales de impresión: 38,1 mm. Cuatro cabezales de impresión: 50,8 mm.
Velocidad de impresión y resolución: Desde 300 m/min a 60 ppp hasta 30 m/min a 600 ppp.
Opciones de conexión externa: Dos encoders, E/S para balizas, detectores de producto o similar, dos puertos USB (tipo A), RS232C y dos conexiones LAN.
Conector de alimentación: Enchufe de tres clavijas.
Suministro eléctrico: 100-240 V CA, 50-60 Hz, 3,5 A.
Temperatura de funcionamiento del controlador: 0-45 °C (32-113 °F).
Humedad relativa en funcionamiento: 20-80 % HR (sin condensación; aumento de 10 °C por hora).
Acabado del controlador: Acero inoxidable.
Tintas: Una gama de tintas negra, de colores y especiales con base solvente y agua, de secado rápido para sustratos porosos y no porosos.
Funciones de i-Techx: Detección automática de cartuchos de tinta, configuración automática de parámetros de la tinta y registro automático del nivel de tinta.
Comunicación: Ethernet/protocolo Dynamark, EDC (serie, TCP y USB) opcional: protocolo EtherCAT.
Interfaz de usuario: QuickStep a través de una pantalla táctil de 10” o de la HMI del cliente.
Marcado de mascarilla FFP2 por impresión inkjet térmico.
Impresora digital inkjet a todo color para estampación de logos en mascarillas
La impresora digital a todo color de nuestra representada Ming Jilee, nos permite ir un paso más allá en la producción de mascarillas al poder personalizarlas con nuestro logo o diseño deseado. Al estar instalada en máquina y poder cargar las imágenes en el PLC, nos ofrece la capacidad de hacer tirajes cortos o largos según nuestras necesidades. Esta alternativa es más rápida y barata que estampar una bobina entera de material antes de la fabricación de las mascarillas.
Especificaciones técnicas
Cabezal de impresión: 2 juegos (la altura es de 1 pulgada para cada impresora).
Incluye el marco de rodillo para fijar en la máquina de mascarillas.
Calidad de impresión: 600 x 1200 ppp.
Solo disponible con tinta UV.
Forma de secado: 395 LED UV.
1 juego LUV para una pasada EPI 3200 (V2) Y (1 litro).
1 juego LUV para una pasada EPI 3200 (V2) M (1 litro).
1 juego LUV para una pasada EPI 3200 (V2) C (1 litro).
1 juego LUV para una pasada EPI 3200 (V2) K (1 litro).
Software de unificación de color: POSTERSHOP, RIP_ONYX (transfiere el formato TIF al archivo que la impresora pueda preparar).
Ejemplo de impresión de logos en mascarillas con la impresora digital de Ming Jilee.
Para más información de los sistemas de marcaje para mascarillas en línea de producción y de las impresoras digitales, dejadnos un comentario o escríbenos a info@fabiodanze.com. Si queréis más información de máquinas para producción de mascarillas podéis visitar nuestro blog Máquinas para hacer mascarillas desechables.
En nuestro post Material para mascarillas y tejido no tejido sanitario ya vimos la importancia del tejido no tejido spunbond en los tejidos sanitarios en general y en la confección de mascarillas en particular. Recordad que puede formar parte de los materiales para mascarillas higiénicas, quirúrgicas o autofiltrantes y que destaca por su alta resistencia a la tracción y agresiones biológicas, por no generar pelusa, por ser hipoalergénico, antiestático, por su baja flamabilidad y por poder ser hidrofóbico o hidrofílico según su fabricación. El spunbond más común se hace de polipropileno (PP), pero que puede realizarse con otros materiales como el terefthalato de polietileno (PET), poliamida (PA), polietileno (PE) o ácido poliláctico (PLA).
Esquema de la composición en capas de una mascarilla quirúrgica y la función que cumple cada una de ellas.
Proceso Spundbonding
El polímero se deposita en la tolva en la parte superior de la extrusora. Dentro de la extrusora, se funde y se homogeneiza para formar una cortina de filamentos que son enfriados por una corriente de aire en una zona de soplado. Estos filamentos son depositados en una cinta transportadora de manera aleatoria formando una lámina denominada web o red. Esta web se transfiere al área de calandrado, que utiliza el calor y la presión para dar las propiedades físicas deseadas como la resistencia a la tracción y el alargamiento del producto final. Una vez enfriado el material puede ser enrollado.
Proceso de spunbonding. Imagen extraída de https://www.asahi-kasei.co.jp/eltas/english/what-eltas/index.html
Línea de extrusión de spunbond para pequeña producción
La crisis de Covid-19 nos ha demostrado como la producción de mascarillas era prácticamente inexistente en nuestro país, y ante la necesidad social por este producto, algunos han dado un paso al frente iniciándose en este negocio. Para aquellos fabricantes que requieren un nivel de producción bajo pero de alta calidad, la empresa italiana Eurexma ha diseñado la SPB-50.
La SPB-50 es una línea de extrusión completa de pequeño formato para la producción de spunbond PP (polipropileno) de una sola capa. El gramaje del spunbond resultante puede ser de 15-30 gr/m2 con un ancho máximo de 520 mm después de los recortes. Su rendimiento máximo con PP es de 50 kg/h, con tornillos DA de 50 mm y una relación L/D de 30:1.
Sus características y su precio la hacen ideal para aquellos fabricantes de mascarillas con pocas máquinas de confección que quieren autoproducirse su spunbond para depender menos de proveedores externos.
Líneas de extrusión de spunbond para gran producción
Para aquellos que necesiten una mayor producción, Ramina ofrece líneas completas de extrusión industrial de spunbond, meltblown o cualquier combinación de estos materiales (SMS, SSMS, SMMS, SSMMS). Vamos a ver algunos ejemplos de su línea Leonardo para extrusión de spunbond PP.
Leonardo 1.0 S T1.6
Leonardo 1.0 SS T1.6
Leonardo 1.0 S T2.4
Leonardo 1.0 SS T2.4
Gramaje del producto final
20-200 g/m2
20-200 g/m2
8-100 g/m2
8-100 g/m2
Ancho del producto final
1.600 mm recortado
1.600 mm recortado
2.400 mm recortado
2.400 mm recortado
Diámetro final de la bobina
1.200 mm
1.200 mm
1.200 mm
1.200 mm
Rendimiento neto máximo
320 Kg/h
640 Kg/h
480 kg/h
960 kg/h
Máxima velocidad de producción
500 m/min
1.000 m/min
500 m/min
1.000 m/min
Si queréis más información de extrusoras de spunbond, meltblown o cualquiera de sus combinaciones, dejadnos un comentario o escribidnos a info@fabiodanze.com.
En el post de hoy hablaremos de los materiales más utilizados en la fabricación del cuerpo de las mascarillas —higiénicas, quirúrgicas y FFP2— y en los tejidos sanitarios, los tejidos no tejidos spunlace, spunbond y meltblown. Posteriormente explicaremos brevemente las características de estos tejidos sin tejer y finalmente expondremos nuestras soluciones para la adquisición o producción de material (bobinas de material, gomas elásticas, twist-band, clip-band y líneas de extrusión de spunbond y meltblown).
Materiales que componen el cuerpo de las mascarillas higiénicas, quirúrgicas y autofiltrantes FFP2
Material para el cuerpo de la mascarilla higiénica
«La mascarilla higiénica confeccionada con cinco capas de los siguientes tejidos da presunción de conformidad con los requisitos de esta especificación:
2 capas de tejidos no tejido spunbond de 40 g/m2; 100% Polipropileno hidrófobo que constituyen la parte exterior de la mascarilla;
2 capas de tejidos no tejido spunlace de 44 g/m2; 80% Poliéster/20% viscosa que constituye la parte media de la mascarilla;
1 capa de tejidos no tejido spunbond de 20 g/m2; 100% Polipropileno hidrófobo que constituyen la parte interior de la mascarilla;
NOTA En el siguiente enlace se pueden consultar los detalles de los ensayos realizados sobre esta combinación: https://www.mincotur.gob.es/es-es/COVID-19/GuiaFabricacionEPIs/9_MASCARILLA_DESARROLLADA. No obstante, otros materiales o combinaciones de estos serían admisibles siempre que se verifique a través de ensayos que cumplen los requisitos dados en esta especificación (véase capítulo 4).»
Material para el cuerpo de la mascarilla quirúrgica
Como nos dice el Ministerio de Industria y Comercio en Proceso de fabricación habitual de mascarillas quirúrgicas como Producto Sanitario (PS), suelen fabricarse con Tejido No-Tejido (TNT o non-woven) convencional de 50-60 g/m2 o espesor de 0,3-0,5 mm. Nos recomiendan utilizar tejidos habituales, como el TNT 50% viscosa 50% poliéster, para no tener que realizar ensayos de biocompatibilidad con la piel humana.
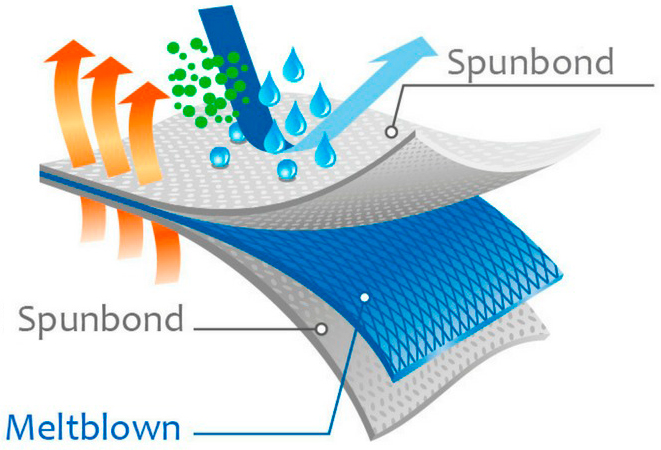
La mayoría de las mascarillas quirúrgicas están formadas por tres capas de tejido no tejido. La capa exterior hace de barrera a partículas grandes líquidas y sólidas, la capa intermedia de barrera bacteriológica y vírica, y la capa interna absorbe la humedad y nos protege la piel al ser hipoalergénica. El trilaminado spunbond-meltblown-spunbond (tejido sin tejer SMS) sería un ejemplo.
Esquema de una mascarilla quirúrgica de 3 capas fabricada con tejido no tejido SMS (spunbond-meltblown-spunbond).
Material para el cuerpo de la mascarilla FFP2
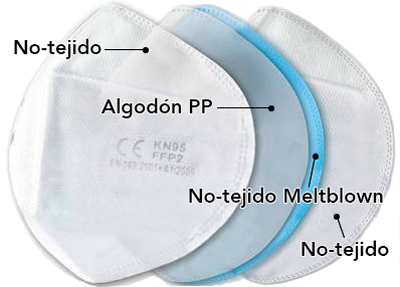
Las mascarillas FFP2/KN95 pueden estar hechas de 4 o 5 capas. En una mascarilla típica de 4 capas encontraríamos los siguientes materiales desde la más superficial a la más interna:
Tejido no tejido spunbond: absorbe el polvo, los olores y partículas nocivas.
Algodón PP: tejido no tejido elástico con adsorción electrostática, efectiva a prueba de polvo.
Tejido no tejido meltblown: actua de filtro al ser capaz de filtrar partículas ≥ 0,3 micras.
Tejido no tejido spunbond: capa hipoalergénica agradable al tacto.
Esquema de una mascarilla FFP2-KN95 de 4 capas.
Propiedades de los tejido no tejido spunlace, spunbond y meltblown
Spunlace
El spunlace es un tejido no tejido creado al enredar una tela de fibras sueltas por medio de múltiples filas de chorros de agua a alta presión que perforan el tejido y enredan sus fibras. El hecho de entrelazar dos tejidos en diferente dirección le confiere su propiedad isótropa, lo que le permite la misma resistencia en cualquier dirección. Es un material resistente con alta absorción.
Spunbond
El spunbond más común se hace de polipropileno (PP), pero puede realizarse con otras materiales como terephthalate de polietileno (PET), poliamida (PA), polietileno (PE) o ácido polilactico (PLA). Destaca por su alta resistencia a la tracción y agresiones biológicas, por no generar pelusa, por ser hipoalergénico, antiestático, por su baja flamabilidad y por poder ser hidrofóbico o hidrofílico según su fabricación.
Meltblown
Las fibras de meltblown pueden alcanzar una finura de 1 a 2 micras, lo que las convierte en las fibras más pequeñas que se pueden lograr con cualquier proceso de no tejidos en la producción industrializada. Esta característica junto su apilación mediante uniones porosas tridimensionales le da a este material excelentes propiedades de barrera bacteriana y filtración.
La unión de estos tejidos no tejidos entre sí pueden dar diferentes combinaciones como los tejidos SMS, SSMS, SMMS, SSMMS donde se suman sus propiedades. El SMS es un tejido no tejido trilaminar formado a partir de la unión de 2 capas exteriores de spunbond con una capa interna de meltblown (Spunbond-Meltblown-Spunbond, de ahí el acrónimo SMS).
Esquema SMS (spunbond-meltblown-spunbond). Las propiedades combinadas de spunbond y meltbond hacen del SMS un material resistente, transpirable, antiestático y con alta capacidad barrera vírica y bacterial. La capa superficial de spunbond hidrofóbico filtra contaminantes líquidos y partícula sólidas grandes, la capa intermedia de meltblown hacer de barrera bacterial y vírica, y la capa interna de spunbond en contacto con la piel es hipoalergénica y absorbe la humedad.
La combinación de estos dos materiales, hacen de los tejidos no-tejidos SMS una barrera microbiana donde la tela es capaz de bloquear los gérmenes patógenos de los fluidos por su propiedad hidrofóbicas. Tienen una gran eficiencia de filtración, resistencia al desgarramiento y capacidad de elongación, excelente transpiración, totalmente antiestático, estabilizador UV, buenas propiedades mecánicas, buena opacidad, excelente resistencia al paso de líquidos y tacto suave.
¿Comprar bobinas de spunbond y meltbown o producirlas?
En la primera ola del covid-19, la adquisición de meltblown en España fue un auténtico problema. Disponíamos de fabricantes nacionales de spunlace y spunbond, pero no de meltblown, que debía importarse sobre todo de China y Turquía. El cierre de fronteras y la alta demanda convirtió el meltblown en un bien escaso de difícil acceso y muy alto precio. Afortunadamente la abertura de fronteras y el aumento de productores de meltblown a nivel mundial han hecho posible que la adquisición de meltblown sea más fácil.
Para ayudar en la adquisición de meltblown y spunbond para mascarillas o tejidos sanitarios, podemos ofrecer tanto bobinas de material ya fabricado como extrusoras y líneas completas de extrusión de tejido no tejido spundbond (Máquinas extrusoras de tela spunbond polipropileno (PP)) y meltblown (Máquinas extrusoras para fabricar tela meltblown nonwoven) adaptadas a las necesidades de cada cliente. Nuestras soluciones de extrusión abarcan desde pequeñas extrusoras de spunbond-meltblown-spundbond (SMS) con una producción de 16 kg/h y un ancho máximo de 260 mm (Extrusora de Spunbond-Meltblown-Spunbond para mascarillas), hasta líneas completas de extrusión industrial de meltblown, spundbond o cualquier combinación de estos materiales (SMS, SSMS, SMMS, SSMMS).
Línea de extrusión industrial para tejido no tejido meltblown.
Gomas elásticas de sujeción para mascarillas
En la fabricación automática de mascarillas autofiltrantes (FFP1, FFP2, FFP3), quirúrgicas o higiénicas, suelen utilizarse gomas elásticas hipoalergénicas de poliéster o nylon. En nuestro post Gomas, clip band y twist band para mascarillas os informamos ampliamente de nuestras gomas con sistema antinudos para un uso continuo sin parones en máquina.
A la izquierda elástico redondo para mascarillas higiénicas y quirúrgicas, a la derecha elástico tubular para mascarillas autofiltrantes FFP1, FFP2 y FFP3.
Twist band y clip band, pinza nasal para mascarillas
En las mascarillas autofiltrantes se suele utilizar el clip-band, sistema de cierre de polipropileno reforzado con 2 alambres en los extremos. En las mascarillas quirúrgicas e higiénicas se suele utilizar la tira twist o twist-band, sistema de cierre de polipropileno reforzado con 1 alambres en el centro. En nuestro post Gomas, clip band y twist band para mascarillas os informamos ampliamente de nuestros twist-bands y clip-bands con un bobinado perfecto en paralelo o cruzado para garantizar el funcionamiento continuo y perfecto de las máquinas.
Tiras twist (twist bands) de colores para mascarillas quirúrgicas e higiénicas.
Cola termofusible para mascarillas quirúrgicas, productos médicos e higiénicos
Algunos fabricantes substituyen la soldadura ultrasónica por soldadura con cola termofusible, también llamada hot melt. Nuestra representada Savaré, con su producto Safemelt® E60WF, es líder mundial de cola termofusible para la fijación de bandas elásticas, tanto en mascarillas quirúrgicas como en puños de ropa médica. Una solución lista para usar que cumple todas las normativas para la producción de mascarillas quirúrgicas y productos médicos e higiénicos de tejido no tejido.
Savaré, fabricante de hot melt para mascarillas.
Para más información sobre material para mascarillas o tejido no tejido sanitario, dejadnos un comentario o escribidnos a info@fabiodanze.com.
A consecuencia de la crisis del coronavirus, muchas empresas han abierto o quieren abrir nuevas líneas de negocio con la producción de mascarillas. Para poder ayudar a estas empresas, Fabio Danzé Trade & Consulting ofrece todas las soluciones para una producción autónoma. En posts anteriores os hablamos de las máquinas de confección de mascarillas quirúrgicas y FFP2 (Máquinas para hacer mascarillas desechables) y de las máquinas extrusoras para la producción del tejido no tejido necesario para su fabricación (Extrusoras de no-tejido SMS y Meltblown para mascarillas). Hoy os hablaremos del envasado, embolsado y packaging para mascarillas.
Máquinas flow pack para envasado automático de mascarillas
Envasado flow pack de mascarillas.
El flow pack, flowpack o pillow bag, es un formato de envase flexible muy utilizado en el sector alimenticio y farmacéutico ideal para el envasado de mascarillas, ya sea en su envase individual o múltiple en multipacks. Es resistente, de fácil manipulación, con bajo mantenimiento y ofrece un proceso de envasado muy rápido. Al tratarse de un envase flexible, el embalaje no necesita más que un correcto paletizado para resguardar la integridad de las cajas y del producto.
Las máquinas envolvedoras horizontales realizan el envase flow pack fabricando una bolsa de film plástico de polipropileno biorentado (BOPP) con tres soldaduras (dos transversales y una longitudinal) o cuatro (cuatro transversales eliminando la soldadura longitudinal), que le confieren forma de almohada. El polipropileno biorientado (BOPP) es un material con buenas propiedades ópticas, mecánicas y barrera que puede ser transparente, opaco, metalizado o perlado y ofrecer distintas opciones de impresión mientras permite garantizar la calidad y seguridad del producto.
Las máquinas flow pack de nuestras representadas tienen una capacidad de producción entre 20 y 95 piezas por minuto según las necesidades del cliente, pudiendo integrar impresoras de transferencia térmica, lámparas LED UV desinfectantes o sistemas de inspección visual.
Máquinas para embolsado de mascarillas
Una vez tenemos las mascarillas envasadas individualmente o en multipacks, podemos embolsarlas en cantidades mayores. En nuestro artículo Máquina embolsadora automática, semiautomática o manual os hablamos de la Simplicita Bag Smart de Ravizza Packaging, una embolsadora que no requiere de bolsas preformadas. A partir de una bobina tubular de film plástico confecciona las bolsas que se posicionan con la abertura hacia arriba listas para su llenado manual, semiautomático o totalmente automático. Es capaz de embalar productos de diferentes pesos y tamaños lo que la hace altamente versátil y efectiva. Su diseño permite integrarla fácilmente en líneas de producción existentes, ya se trate de estaciones de embalaje o de líneas totalmente automatizadas.
Finales de línea para packaging
Según las necesidades de nuestros clientes, podemos ofrecer diferentes finales de línea para cubrir la totalidad de los procesos de producción. A parte de las máquinas flowpack y embolsadoras ya mencionadas, podemos ofrecer transportadores, formadoras de cajas y cerradoras de cajas con lay out adaptable a las exigencias de los clientes para entregar el producto envasado y empaquetado de forma automatizada.
Maquinaria para packaging de mascarillas.
Si queréis más información sobre material y maquinaria para la producción de mascarillas quirúrgicas o FFP2/KN95, dejadnos un comentario o escribidnos a info@fabiodanze.com.
Tecno System Srl ofrece a sus clientes un alto nivel de experiencia y conocimiento desde 1957. Es uno de los productores italianos más importantes en cuanto a líneas completas de extrusión que satisfacen la mayoría de las necesidades, como líneas con diferente capacidad (5-350 kg/h ) y para una amplia gama de propósitos en el campo de la extrusión de perfiles (tuberías, perfiles técnicos, perfiles de construcción, tubos médicos, perfiles de rotura térmica con fibra de vidrio, etc.), así como tubos hechos de todo tipo de materiales termoplásticos como PVC (blando y rígido), PP, PE, TPE, EVA, PU, PA, PPR con fibra de vidrio (GF). Una de las empresas más importantes en la construcción de líneas de extrusión dedicadas para tubos médicos hechas en PVC, TPU, PEBAX, etc., que se utilizan en ambientes de sala blanca.
Además de construir herramientas y líneas de extrusión, Tecno System también tiene la capacidad de proporcionar tecnologías internas para el procesamiento mecánico de perfiles, soluciones a medida del cliente y sistemas llave en mano, que representan una gran ventaja. La gran experiencia en el ámbito del sistema de punzonado ha permitido a Tecno System desarrollar soluciones integradas para líneas de extrusión, estratégicas en la política de mercado de la empresa.
Líneas de extrusión de tubos espiralados
Tecno System se está fortaleciendo y se está convirtiendo en un líder en innovadoras líneas de extrusión de mangueras en espiral, listas para 4.0, compuestas por dos extrusoras, una para U-PVC y otra para PVC de grado blando. Esta línea de extrusión de alta tecnología avanzada incluye diferentes puntos fuertes:
Marcado continuo de los tubos antes de que se conviertan en espirales.
Bañera diseñada para funcionamiento con mínima cantidad de agua.
Sistema específico de detección automática de posibles errores en la producción del tubo en cada eje de formación.
Sistema de corte totalmente automatizado integrado en la bañera (tanques de enfriamiento con agua).
Sistema automático de expulsión de tubos.
No necesita ningún operador en la línea durante el proceso.
Líneas de extrusión de tubos multicapa
Otro producto emblemático es, sin ninguna duda, las líneas de extrusión de tubos multicapa: listas para 4.0, 3 o 5 capas, completas con control de OD, impresora de inyección de tinta y una bobinadora final.
En el vídeo vemos una línea de 3 capas para tubo PPR / Pex – adhesivo – EVOH con control de diámetro Zumbach. TM 75/30 extrusora principal + dosextrusoras 45/25 .
La extrusión de tubos multicapa nos permite aprovecharnos de las virtudes de los materiales que la forman. En este caso:
El PP-R (polipropileno random) no transmite olor ni sabor al agua, es resistente a las condiciones de trabajo (presión y temperatura), se puede unir por termofusión, no precisa de conexiones mecánicas ni material de aporte y no sufre corrosión, ni externa ni interna. El proceso de múltiples capas con fibra de vidrio mejora las propiedades del material como la estabilidad dimensional, la tracción, la compresión y la flexión. Consiste en capas internas y externas de PPR y una mezcla especial de capa intermedia de fibra de vidrio (GF) PP. PP y fibra de vidrio minimiza el alargamiento del calor y refuerza la estructura de la tubería.
El PEX (polietileno reticulado) mantiene sus propiedades físicas prácticamente inalteradas a lo largo del tiempo, es totalmente inocuo, más ligero que el cobre y el hierro, resistente a los cambios de temperatura, puede ser curvado en frío de forma manual, muy buen aislante térmico, eléctrico y acústico. Las tuberías PEX y PEX con barrera de oxígeno (EVOH) se utilizan en lugares donde se requiere un sistema de calefacción por suelo radiante. Tecno System fabrica PEX con tubos EVOH y PEX.
El EVOH (barrera anti-difusión de oxígeno) se caracteriza por sus inigualables propiedades de barreras al oxigeno y resistencia química a disolventes y productos derivados del petróleo. En las aplicaciones de conducción de agua caliente en circuitos cerrados aumenta la durabilidad de los materiales y reduce los depósitos de óxido que pueden obstruir la tubería.
Para más información de los productos de Tecno System podéis dejádnos un comentario o escribidnos a info@fabiodanze.com.
En el post de hoy os hablaremos de las extrusoras para masterbatch y compound y las máquinas recicladoras peletizadoras o granceadoras para plástico de nuestras representadas Ming Jilee y Eurexma. Para ello las agruparemos en dos grandes grupos según si su capacidad de producción es grande o pequeña-mediana, pero primero expliquemos que son las recicladoras peletizadoras o extrusoras para grancear plástico y sus ventajas.
¿Qué es una extrusora para grancear plástico o máquina recicladora peletizadora?
Las recicladoras peletizadoras son un tipo de máquinas que nos permiten recuperar los sobrantes o productos ya utilizados de plástico para su reutilización. Para ello primero trituran el plástico para su reciclado y posteriormente lo convierten en granza (conjunto de gránulos de plástico llamados pellets) que es la forma inicial en que se usa el plástico en las máquinas para la formación de nuevos productos plásticos. Las recicladoras granceadoras no solo disminuyen el impacto ecológico de la producción, sino que también disminuyen los costes de material al aprovecharlo al máximo.
Granza resultante del reciclado y granceado plástico.
Extrusoras de doble husillo para masterbatch, compound y reciclaje plástico de gran producción
Nuestra representada Eurexma, empresa italiana experta en equipos de extrusión, ofrece las extrusoras de doble husillo co-rotativas de la serie Mag E-twin, disponibles en tamaños de 40 mm, 52 mm y 65 mm., con longitud de tornillos de 36D a 48D, aptas para todo tipo de polímeros plásticos y bioplásticos en gránulos y polvo.
Los reductores de alto rendimiento están acoplados a motores de alto rendimiento mediante juntas de seguridad, mecánicas o electromecánicas, el cilindro está segmentado en módulos con circuito interno para dejar pasar el agua para la refrigeración y calentadores de fundición de aluminio. Tienen la posibilidad de configurarse con puertos de desgasificación o con alimentadores laterales para inyectores de polvos o aditivos líquidos, los tornillos están modulados en ejes multi-hileras, y son configurables con diferentes elementos, según el material a extruir.
Mag E-twin 40
Mag E-twin 52
Mag E-twin 65
Configuración estándar del motor
30KW
55 KW
110 KW
Máx. velocidad del tornillo
600 rpm
600 rpm
600 rpm
Capacidad máxima de producción
200 kg/h
350 kg/h
500 kg/h
A continuación os dejamos las características técnicas de la Mag E-twin 52 para que tengáis más información.
Características técnicas de la línea de reciclaje plástico Mag E-Twin 52
Diámetro y tipo de tornillo: 52 mm – Tornillo gemelo.
Relación L/D: 40: 1
ALIMENTADOR DOSIFICADOR GRAVIMÉTRICO POR PÉRDIDA DE PESO C-VYBRO-CV-F1-100
1 unidad de alimentación gravimétrica con bandeja vibratoria, diseñada en diferentes tamaños para alimentar materiales frágiles, abrasivos y de flujo libre, como gránulos, copos y fibras. Una bandeja vibratoria con accionamiento electromagnético alimenta el material con el rendimiento requerido. Sin fricción mecánica durante la dosificación, permite que el producto mantenga sus características sin degradarse.
El alimentador dosificador por pérdida gravimétrica en peso C-VYBRO-CV-F1-100 incluye:
Tolva asimétrica en acero inoxidable AISI304 Volumen aprox. Célula de carga de plataforma de 60 l.
Dispositivo de alimentación de bandeja vibrante.
Descarga vertical.
Marco de base única.
BASTIDOR DE ACERO
Estructura de acero tubular de alta resistencia con placa de acero de alto espesor superior fuertemente soldada en la que está incrustado el gabinete eléctrico principal de la línea
EXTRUSOR DE TORNILLO DOBLE E-TWIN 52
Adecuado para el procesamiento de pellets y microgránulos.
MOTOR: Motor AC de 100 kW accionado por convertidor de frecuencia ubicado en el armario eléctrico y provisto de dispositivos de seguridad y señales de control adecuados. Motor completo con acoplamiento directo y embrague de seguridad ajustable (es decir, junta limitadora de par), tipo mecánico.
TORNILLO: doble tornillo DA 52 mm 40 L/D fabricado en acero nitrado 41CrAlMo7. El tornillo gemelo está compuesto por dos ejes perforados sobre los que se montan los elementos del tornillo y 7 módulos para el cañón. Los tornillos se fabrican por sectores intercambiables y se ensamblan convenientemente según el perfil necesario para el proceso de producción específico. El enfriamiento de la rectangular. Los módulos de barril se obtienen mediante agua desmineralizada forzada a través agujeros transversales mientras que el calentamiento se realiza mediante calentadores eléctricos de aluminio fundido.
CAJA DE CAMBIOS DE REDUCCIÓN DE VELOCIDAD: ensamblada en una caja de hierro fundido de alta resistencia. Todos los engranajes están hechos de acero aleado tratado térmicamente y estabilizado. El cojinete de empuje está integrado en la caja de cambios.
1 PUERTO DE DESGASIFICACIÓN.
1 circuito de agua (enfriador no incluido); compuesto por tubos de entrada con conexiones a elementos de un solo cilindro con válvulas solenoides y tubos de salida y ajuste manual de capacidad.
EXTRACCIÓN DE TORNILLO: sistema de extracción de tornillo fácil desde la parte posterior de la extrusora, para facilitar las operaciones de limpieza y mantenimiento.
TERMO-CONTROL: N. 11 zonas termocontroladas con calentadores de alta resistencia, sensores de temperatura y ventiladores para estabilización de temperatura, potencia instalada calefacción: 1000 W cada zona.
CAMBIADOR DE PANTALLA HIDRAULICO CFH 80
Cambiador de pantalla de palanca operado manualmente, atornillado directamente en la brida del terminal de la extrusora, equipado con un sistema de sellado que permite un uso seguro y a prueba de fugas con alta presión de trabajo. El sistema incluye:
Instrumento de medición de presión de fusión montado en la entrada del cambiador de pantalla
1 zona de calefacción con sensor y sistema de regulación de temperatura
UNIDAD DE CORTE DE ANILLO DE AGUA DIE FACE
La unidad está compuesta por los siguientes componentes:
Tubo de conexión entre el cambiador de pantalla y la matriz de extrusión.
Matriz de extrusión de eje vertical con inserto intercambiable.
Cámara de enfriamiento circular de acero inoxidable.
Cabezal de corte giratorio accionado por un motor de CA de 3 kW con presión de corte ajustable.
Transportador basculante agua/gránulos, tamiz para separación agua/gránulos, depósito de recogida de agua de acero inoxidable + bomba centrífuga 3 kW.
Centrífuga mecánica de eje vertical accionada por motor AC de 3 kW con sectores y puertos separados para inspección y mantenimiento fabricada en acero inoxidable + ventilador de extracción de vapor colocado encima de la centrífuga
ARMARIO ELÉCTRICO + PANEL DE CONTROL PRINCIPAL
Armario electrónico principal con todos los componentes eléctricos de la línea, interruptor de alimentación principal, termorregulación, inversor, PLC, grupo para emergencias y gestión de protecciones. Panel de pantalla táctil de 10” y software para gestión de máquina con los siguientes sistemas de control y protección:
Termorregulación con relé SSR, visualización del punto de ajuste de temperatura activado en el panel, indicador led de zona de calefacción, refrigeración o standby; alarma por encima / por debajo temperatura, mal funcionamiento del amperaje de los calentadores y termopar roto.
Sistema de protección para arranque en frío.
Gestión de motores con inverter, con parámetros de velocidad y rpm. Visualización y amperaje en tiempo real.
Gestión del transductor de control de presión (si está instalado) con barra en tiempo real. Visualización y posibilidad de configurar alarma y umbral.
Protección: el sistema de control incluye la siguiente protección: – Motores Absorción extrema: 2 umbrales, alarma visual y acústica y seguridad parada de la máquina. – Temperatura extrema: 2 umbrales, alarma visual y acústica y parada de seguridad de la máquina. – Temperatura mínima: el motor de la extrusora no tiene permiso para arrancar si no se ha alcanzado la configuración de temperatura. – Puerto LAN para la conexión de la máquina a Internet para servicio de conexión remota. – Puerto USB para exportar recetas y parámetros de la máquina (archivos .csv)
Extrusoras de doble husillo para masterbatch, compound y reciclaje plástico de pequeña producción
En nuestro post Extrusoras de compuestos plásticos para laboratorio os hablamos de las extrusoras de doble husillo co-rotativas E-Lab 22 y E-Lab 30. Al igual que la gama Mag-E Twin, son aptas para todo tipo de polímeros plásticos y bioplásticos en gránulos y polvo. Vamos a recordarlas brevemente:
E-lab 22, extrusora doble husillo para masterbatch, compound y reciclaje plástico
E-lab 22, tiene una configuración estándar con un motor de 5,5 KW, máx. velocidad del husillo 600 rpm, y una capacidad de hasta 15 kg/h, es útil para ensayar diferentes formulaciones de masterbatches y compuestos o para la preparación de muestras.
Diámetro husillo (mm) L / D: 40: D 22 Twin.
Tamaño troquel (mm): 2, 3, 4.
Instalación: hebra / troquel bajo el agua / troquel enfriado por aire
Material procesado: todos los polímeros (gránulos y polvo).
Producción máxima: 15 kg/h.
Tamaño del compuesto: Ø 1 ÷ 3 mm.
Aplicación: pruebas y/o producción.
E-lab 30, extrusora doble husillo para masterbatch, compound y reciclaje plástico
E-lab 30, tiene una configuración estándar con un motor de 18,5 KW, máx. velocidad del husillo 600 rpm, y una capacidad de hasta 60 Kg/h, es útil para ensayar diferentes formulaciones de masterbatches y compuestos, para la preparación de muestras, o para la producción de pequeños lotes.
Diámetro husillo (mm) L / D: 40: D 30 Twin.
Tamaño troquel (mm): 5, 6, 7.
Instalación: hebra / troquel bajo el agua / troquel enfriado por aire
Material procesado: todos los polímeros (gránulos y polvo).
Producción máxima: 55 kg/h.
Tamaño del compuesto: Ø 1 ÷ 3 mm.
Aplicación: pruebas y/o producción.
Extrusoras monohusillo para masterbatch, compound y reciclaje plástico de mediana y pequeña producción
Serie XTR, peletizadoras de un husillo para polímeros o biopolímeros en gránulos
Las extrusoras peletizadoras de un husillo de la Serie XTR de Eurexma, reciclan, extruyen y peletizan polímeros procesados de PE (HDPE, LDPE, LLDPE), PP, PA, PMMA, TPU, EVOH, EVA o biopolímeros (PLA, PHA, PBS, PES, PBAT, etc.). Su capacidad de reciclado de múltiples materiales plásticos, las hace máquinas muy versátiles para recuperar los recortes de material utilizado minimizando el impacto ecológico y económico al aprovechar al máximo el material comprado.
Las extrusoras recicladoras XTR-WR, XTR tienen el tornillo y el cilindro fabricados especialmente para tener una mayor resistencia al desgaste típico en la extrusión de materiales reciclados y rellenos de minerales. El cilindro es bimetálico y de acero especial y el tornillo es de acero especial con revestimiento.
Los diámetros de los tornillos están disponibles desde 20 mm hasta 120 mm.
Diámetro de tornillo
Capacidad máxima de producción
Mini XTR 20
20 mm
7 kg/h
Mini XTR 25
25 mm
12 kg/h
Mini XTR 35
35 mm
30 kg/h
Mag XTR 50
50 mm
100 kg/h
Mag XTR 60
60 mm
160 kg/h
Mag XTR 70
70 mm
200 kg/h
Mag XTR 90
90 mm
350 kg/h
Mag XTR 120
120 mm
450 kg/h
Características técnicas de la línea de reciclaje plástico Mini XTR35
Polímeros procesados: HDPE, LDPE, LLDPE, PP, PA, PMMA, TPU, EVOH, EVA y biopolímeros.
Rendimiento: 20 kg / h con PE.
Potencia del motor de CA: 11 kW.
Potencia de termorregulación: 4 kW.
Tornillo DA: 35 mm.
Relación L / D: 30: 1.
Temperatura máxima: 350 ° C.
Presión: Max 350 bar – 100 bar condiciones de trabajo estándar.
EXTRUSOR DE UN SOLO TORNILLO XTR 35
Adecuado para el procesamiento de pellets y microgránulos.
MOTOR: motor AC 11 kW.
TORNILLO: DA 35 mm, fabricado en acero nitrado 41CrAlMo7. Perfil de tornillo a definir.
BARRIL: fabricado en acero nitrado 41CrAlMo7.
Relación L / D: 30: 1.
MAX. VELOCIDAD DEL TORNILLO: 180 rpm.
MAX. TEMPERATURA DE TRABAJO: 300 ° C.
SÓTANO: placa fuerte para montaje de reductores y motores, pintura epoxi de alta resistencia, RAL9007 y RAL2004.
CAJA DE CAMBIOS: con cojinete de empuje de gran tamaño.
TOLVA: Tolva de alimentación, acero inoxidable, con tubo de descarga. Zona de alimentación con cámara de enfriamiento, sistema de fácil limpieza con placas de aluminio, fácilmente extraíble para limpiar la cámara de enfriamiento por agua.
EXTRACCIÓN DE TORNILLO: sistema de extracción de tornillo fácil de la parte posterior de la extrusora, para facilitar las operaciones de limpieza y mantenimiento.
TERMO-CONTROL: 3 zonas termocontroladas con calentadores de alta resistencia, sensores de temperatura y ventiladores para estabilización de temperatura, potencia instalada calefacción: 1000 W cada zona. Hebra muere.
TANQUE DE ENFRIAMIENTO DE AGUA
Estructura de acero tubular con placas de tierra de alta resistencia para una mejor estabilidad.
Tanque de acero inoxidable, regulable en altura.
Guías de hilos con rollos de aluminio, 2 sobre la superficie del agua y 2 debajo, con ajuste de posición independiente.
Tuberías de conexión de entrada y salida con bomba de agua e intercambiador de calor (enfriadora no incluida).
TÚNEL DE SECADO AL AIRE
Estructura de acero tubular con placas de tierra de alta resistencia para una mejor estabilidad.
Túnel de acero inoxidable, con tapa abatible.
Rodillos ranurados de entrada y salida para guiado de hilos.
Ventilador de CA para construcción de acero inoxidable.
PELETIZADOR DE HILOS T50
Sótano realizado en acero.
1 Cortador, fabricado en acero templado.
1 Contracuchilla.
1 Unidad de arrastre con rollo grabado y rollo recubierto de goma extraíble. Movimiento ascendente-descendente del rodillo de goma con cilindro neumático.
Sistema de limpieza de aire comprimido.
Cámara de peletización con ventana de PC para inspección
Motor AC 0,75 KW.
Canal de salida fabricado en acero inoxidable.
Velocidad de corte: 5 a 50 m / min.
Capacidad: hasta 50 Kg / h.
ARMARIO ELÉCTRICO + PANEL DE CONTROL PRINCIPAL
Armario electrónico principal con todos los componentes eléctricos de la línea, interruptor principal de alimentación, termorregulación, inversor, PLC, grupo para manejo de emergencias y protecciones.
Panel de pantalla táctil de 10” y software de gestión de máquina con los siguientes sistemas de control y protección: -Termorregulación con relé SSR, visualización del set point de temperatura en el panel, indicador led de zona de calefacción, refrigeración o standby; alarma por sobre / baja temperatura, mal funcionamiento del amperaje de los calentadores y termopar roto. -Sistema de protección para arranque en frío. -Gestión de motores con inverter, con visualización de parámetros de velocidad y rpm y amperaje en tiempo real. -Gestión del transductor de control de presión (si está instalado) con visualización de barras en tiempo real y posibilidad de configurar alarma y umbral.
Protección: el sistema de control incluye la siguiente protección: -Motores Absorción extrema: 2 umbrales, alarma visual y acústica y parada de seguridad de la máquina. -Temperatura extrema: 2 umbrales, alarma visual y acústica y parada de seguridad de la máquina. -Temperatura mínima: el motor de la extrusora no tiene permiso para arrancar si no se ha alcanzado la configuración de temperatura Puerto LAN para la conexión de la máquina a Internet para la conexión de servicio remoto Puerto USB para exportar recetas y parámetros de la máquina (archivos .csv).
MGB-RPW-65. Máquina recicladora peletizadora para polietileno (PE), polipropileno (PP) y plásticos biodegradables
La MGB-RPW-65 nos pemite el reciclado de residuos plásticos de tipo húmedo y su posterior granceado formando pellets.
Características técnicas de la MGB-RPW-65
1. Especificación de la máquina: (1) Dimensión de la máquina: 6350 mm (longitud) × 2540 mm (anchura) × 2540 mm (altura). (2) Peso de la máquina: 3100 kg. (3) Potencia requerida: 60kw.
2. Rendimiento de la máquina: (1) Resina aplicable: PP / LLDPE / LDPE / HDPE, biodegradables. (2) Salida: 55-70 kg / h.
3. Especificación de equipo: (1) Extrusora a. Diámetro del tornillo: 65mm. b. Material de tornillo: nitruro de acero SACM-1, HRC 55. c. Material de barril: nitruro de acero SACM-1, HRC 60. d. Motor: motor de CA de 40HP con inversor. e. Control de temperatura: 3 zonas. f. Enfriamiento de barril: por 1/2 HP Air Blower × 4 juegos. g. Enfriamiento para la tolva de barril: por agua.
(2) Intercambiador de pantalla a. Cambiador de aleteo de pantalla: por presión hidráulica. b. Motor: motor de CA de 2 HP. c. Control de temperatura: 1 zona. d. Capacidad de calentamiento: 8 Kw.
(3) Cabezal a. Tipo de cabeza de troquel: cono circular con canal de flujo. b. Número de agujeros 2-3 mm Ø: 24 agujeros para P.P. C. Control de temperatura: 1 zona. D. Capacidad de calentamiento: 4.5 Kw.
(4) Unidad de corte giratoria a. Cortador: 2 juegos. b. Enfriamiento de los pellets: por agua. c. Cubo de circulación de agua: 1 juego. d. Motor de corte: 2 HP AC dentro del inversor. e. Bomba de enfriamiento de agua de 1 HP: 1 juego.
(5) Sistema de secado centrífugo: 1 juego.
(6) Tanque de material: 1 juego.
4. Equipo opcional: (1) Enfriador de 5 toneladas: USD 5,500 / 1 juego. (2) 20HP en línea trituradora: USD 11,500 / 1 juego. (3) Alimentador de tornillo: USD: 5,000 / 1 juego.
MGB-RP-120. Máquina recicladora peletizadora para plástico de polietileno (PE)
La recicladora peletizadora MGB-RP-120 de Ming Jilee nos permite recuperar bobinas defectuosas o sobrantes de la confección de bolsas o guantes desechables de polietileno (PE) tras su troquelación. La máquina tiene dos variantes según si queremos reciclar bobinas o recortes. Vamos a ver las dos opciones de la máquina.
MGB-RP-120. Máquina para reciclado y peletizado de recortes o sobrantes de bolsas y guantes de polietileno (PE)
MGB-RP-120. Máquina para reciclado y peletizado de bobinas de polietileno (PE)
En las dos opciones la máquina está equipada con un regulador de potencia SCR que controla el ahorro de energía teniendo un consumo de energía de alrededor de 15 ~ 20 kw. Está equipada con un cabezal de troquelado giratorio para obtener la mejor calidad del material de PE reciclado. Los tanques de enfriamiento en espiral hacen que el gránulo de PE obtenga un mejor tiempo de enfriamiento dentro del tanque, por lo que el usuario final obtendrá la mejor calidad del gránulo de PE.
Características técnicas de la MGB-RP-120
Residuo aplicable: película plástica de LDPE / LLDPE / HDPE.
Dimensiones: 2.925 mm (longitud) × 2.800 mm (anchura) × 2.035 mm (altura).
Peso: 2.900 Kg.
Potencia requerida: 38 kw.
Tabla comparativa de materiales y producción máxima
Máquina
Materiales
Producción máxima
Mag E-twin 65
Todo tipo de polímeros en gránulos y polvo
500 kg/h
Mag E-twin 52
350 kg/h
Mag E-twin 40
200 kg/h
E-lab 30
55 kg/h
E-lab 22
15 kg/h
Mag XTR 120
Todo tipo de polímeros en gránulos
450 kg/h
Mag XTR 90
350 kg/h
Mag XTR 70
200 kg/h
Mag XTR 60
160 kg/h
Mag XTR 50
100 kg/h
Mini XTR 35
30 kg/h
Mini XTR 25
12 kg/h
Mini XTR 20
7 kg/h
MGB-RPW-65
LDPE, LLDPE, HDPE, PP, biodegradables
55-70 kg/h
MGB-RP-120
LDPE, LLDPE, HDPE
LDPE, LLDPE: 50-60 kg/h; HDPE: 40-50 kg/h
Peletizadoras de sobremesa para laboratorios
Si buscáis una peletizadora de sobremesa para hacer pruebas de materiales reciclados con una producción máxima de 1kg/h, en nuestro post Peletizadoras pequeñas para pruebas de plásticos, os hablamos de la nueva MicroEX CP Twin, primera extrusora de doble husillo de la gama de máquinas Microex.
Si queréis más información de maquinaria para reciclado plástico dejadnos un comentario o escribidnos a info@fabiodanze.com.
Simplicita Bag® Smart de Ravizza Packaging es una gama de embolsadoras que no requieren de bolsas preformadas. A partir de una bobina de película tubular confeccionan las bolsas que se posicionan con la abertura hacia arriba listas para su llenado manual, semiautomático o totalmente automático.
Una vez introducido el producto destinado al envasado, la máquina sella la bolsa y coloca una nueva, abierta y lista para el siguiente producto. Su diseño permite integrarlas fácilmente en líneas de producción existentes, ya se trate de estaciones de embalaje o de líneas totalmente automatizadas. Son capaces de embalar productos de diferentes pesos y tamaños, como recambios mecánicos, acoplamientos hidráulicos y accesorios, pequeñas piezas metálicas, mobiliario, medicamentos, juguetes y muchos otros.
Bolsas de múltiples formatos formadas, llenadas y selladas por la embolsadora Simplicita Bag® Smart.
Características de las envasadoras verticales Simplicita Bag® Smart de Ravizza Packaging
La gama de envasadoras verticales Simplicita Bag® Smart presenta 3 modelos diferentes según el ancho de bobina para confeccionar las bolsas.
Los tres modelos de embolsadoras verticales de la gama Simplicita Bag® Smart. A la izquierda el modelo Simplicita Bag® Smart 220 EM, en el centro el modelo Simplicita Bag® Smart 400H y a la derecha el modelo Simplicita Bag® Smart 600H.
Vamos a ver en la tabla comparativa las características de cada modelo:
DATOS TÉCNICOS
SIMPLICITA BAG® SMART 220
SIMPLICITA BAG® SMART 400H
SIMPLICITA BAG® SMART 600H
Película
Película tubular
Espesor de la película
40 / 100µmetro – 1.5748 / 3.93701 mil
Ancho de bobina
80/220 mm – 3,15 / 8,66”
80/400 mm – 3,15 / 15,7”
80/600 mm – 3,15 / 23,6”
Velocidad en bolsas per minuto
60 bpm
40 bpm
30 bpm
Longitud bolsa
min. 50 mm / máx. Infinito -min. 2”/ máx. Infinito
Diámetro máx. de la bobina
300 mm – 11,81”
Peso máx. de la bobina
18 kilogramos – 40 libras
Voltaje de suministro nominal
110/220 VCA – 50/60 Hz
Fuente de alimentación (sin accesorios)
0
Rango de presión de funcionamiento (aire limpio y seco)
4/8 bar – 58/116 psi
Consumo de aire (sin accesorios)
1,5 L / ciclo a 6 bar – 0,053 ft3 / ciclo a 87 psi
Interfaces de comunicación
Estándar: Modbus TCP / IP; Opcional: serie Modbus; Predisposición para la instalación de pasarelas para conversión a otros protocolos de comunicación
Soporte remoto
Disponible con acceso a la red web local del cliente
Dimensiones de la máquina
640 x 1000 x 1170 mm
820 x 1040 x 1170 mm
1020 x 1160 x 1170 mm
Todos los modelos presentan las siguientes características:
Cambio de bobina en menos de 60 segundos.
Boquilla de introducción del producto ajustable.
Posibilidad de salida de bolsas en todas las direcciones.
Altura del plano de trabajo: 870 mm.
Posibilidad de guardar configuraciones de trabajo diferentes (tipo de bolsa, longitud, temperatura, tiempo, etc.) que se pueden aplicar rápidamente para tareas repetitivas.
Estructura de aluminio electrosoldado y con recubrimiento de polvo con tapa de ABS.
Posibilidad de producción de bolsas vacías para su uso fuera de línea.
Máxima reducción de la altura de caída del producto.
Posibilidad de acceder con las manos dentro de la bolsa (dependiendo del tamaño de la bolsa).
Fácil de mover (bajo pedido está disponible con ruedas).
Panel de control integrado fácil de usar, con menú guiado multilingüe y funciones con tres niveles de acceso mediante contraseña.
Posibilidad de trabajar de pie o sentado.
Diagnóstico completo y de fácil comprensión.
Para más información de embolsadoras o maquinaria para packaging, dejadnos un comentario o escribidnos a info@fabiodanze.com.
Características de la MGA-MSK-DB para fabricar mascarillas pico de pato FFP2, FFP3 y quirúrgicas
Certificado CE.
Fabrica mascarillas de 3 a 5 capas siendo apta para la confección de mascarillas quirúrgicas o filtrantes FFP1, FFP2, FFP3 y N95.
Producción de 40 a 60 piezas / min dependiendo del grosor del material.
El diseño de la orejera se ajusta al certificado FFP1, FFP2, FFP3 y N95.
La MGA-MSK-DB está equipada con 5 juegos de estaciones de desenrollado para las bobinas de tejido no tejido.
La estación de desenrollado del puente nasal es accionada por un motor para una producción más estable.
Para soldar 5 capas de material para la máscara de pico de pato FFP2 / N95, se instala un soldador por ultrasonido alemán para una producción más durarera.
La placa plegable permite que el material se pliegue perfectamente.
El segundo soldador por ultrasonido suelda la forma de V para el borde de fijación de la máscara.
Para cortar la máscara con forma de pico de pato, la máquina está equipada con una cuchilla de corte giratoria precisa y de alta calidad.
El control PLC de la máquina es 100% taiwanés para la mejor calidad y de fácil suministro.
Opcionalmente se puede pedir el troquelador para la posterior inclusión de válvula de respiración.
Normativa vigente y materiales para fabricar mascarillas quirúrgicas y FFP2
Los materiales utilizados son tejido no-tejidos, casi siempre spunbond y meltblown, aunque Aitex ha conseguido desarrollar una mascarilla quirúrgica reutilizable de 5 capas substituyendo la capa de meltblown por dos capas de spunlace (más detalles). A pesar de este logro, el meltblown sigue siendo el material más buscado por su capacidad de filtrado y barrera vírica y bacterial. Recordemos que las mascarillas quirúrgicas evitan que contagiemos a los demás pero no evitan nuestro contagio, cosa que sí hacen las mascarillas filtrantes FFP2.
Esquema de una mascarilla FFP2-KN95 de 4 capas.
En nuestro post Extrusoras de no-tejido SMS y Meltblown para mascarillastenéis más información de los materiales necesarios, de las dificultades para conseguir tejido no-tejido meltblown y de las soluciones que nosotros proponemos.
Esquema SMS (spunbond-meltblown-spunbond). Las propiedades combinadas de spunbond y meltbond hacen del SMS un material resistente, transpirable, antiestático y con alta capacidad barrera vírica y bacterial. La capa superficial de spunbond hidrofóbico filtra contaminantes líquidos y partícula sólidas grandes, la capa intermedia de meltblown hacer de barrera bacterial y vírica, y la capa interna de spunbond en contacto con la piel es hipoalergénica y absorbe la humedad.
Para más información sobre materiales y maquinaria para máscarillas quirúrgicas y FFP2, dejádnos un comentario o escribidnos a info@fabiodanze.com.
Carrer de la Cisa, 22 baixos – 08338 Premià de Dalt (Barcelona) Tel.: 937 529 011 – info@fabiodanze.com – www.fdtecsl.com
Utilizamos cookies en nuestro sitio web para ofrecerle la mejor experiencia al recordar sus preferencias y visitas repetidas. Al hacer clic en "Aceptar todas", usted consiente el uso de TODAS las cookies. Sin embargo, puede visitar "Configuración de cookies" para dar un consentimiento controlado.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duración
Descripción
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.